Hello. I am Vivian, the founder of PETmolder.com. I have worked in mold manufacturing in Zhongshan, China for 20 years. Many overseas buyers order custom blow molds from China. Their biggest fear is: "Will the new mold fit the blowing machine in my factory?"
I heard a sad story from a client in Malaysia. He spent a lot of money to order 2 sets of blow molds from his previous supplier. When the molds arrived at his factory, the thickness was wrong. The height was wrong. The mold could not be installed. The machine stopped. The order was delayed. He was very angry.
This happens every day. This is not the worker's fault. This happens because the buyer and the mold factory did not confirm the key technical parameters before production. Today, my team and I wrote this guide. We want to show you how to ensure your new mold fits your machine 100%. Stop making these expensive mistakes.
1. Why is telling us your machine brand (like "SIDEL" or "KRONES") NEVER enough to start a mold?
I saw a client send just one photo of his machine. He said: "I have a KRONES machine, make me a mold." This is impossible. Blind manufacturing will ruin the mold. You must provide exact model data.
In the PET industry, there is NO such thing as a "Universal Mold." 100% of blow molds are custom-made. You cannot just tell us the machine brand. Even within the same brand, different models have completely different mold-locking data, shell shapes, and hanger systems. We must first confirm the exact machine model and mold holder data, and only THEN can we design the mold.
Deep Dive: The Myth of the Universal Mold
Many new buyers think all SIDEL or KRONES molds are the same. This is a huge mistake.
Machine manufacturers update their machine designs every year. A SIDEL SBO machine from ten years ago and a SIDEL Matrix machine today have completely different mold mounting bases. If you only give us a brand name, we cannot cut the steel.
The Key Data We Must Confirm:
Before we make a mold, we must confirm the exact dimensions of the "Mold Holder."
- Mounting Hole Pitch: Where are the screw holes?
- Guide Pin Size: How big are the locating pins on the machine?
- Mold Shell Shape: Is it a square shell or a round shell?
Vivian's Purchasing Rule:
Stop guessing. Do not just send a brand logo. You must send the machine "Manual" or "Drawings" to the mold factory. If you do not have drawings, you must measure the machine. The mold will only fit the machine if the data matches.
2. How does a 1mm error in "Cavity Pitch" destroy your machine's stretch rods?
In my workshop, I saw an expensive stretch rod bent. The mold holes were off by 1mm. The rod crashed into hard steel. You must use precision CNC measurement to fix the cavity pitch.
In multi-cavity molds, "Cavity Pitch" (center distance) decides the stretch rod position. If the distance between cavity A and cavity B is off by just 1mm, the machine's stretch rod will not enter the preform center. It will crash directly into the hard mold steel. The expensive stretch rod bends instantly. Precision CNC machining is the only solution.
Deep Dive: The Destructive 1mm Mistake
Multi-cavity blowing machines (like 4-cavity or 8-cavity) use multiple stretch rods moving down at the same time.
The stretch rod must pass exactly through the center of the preform. This depends entirely on the "Cavity Pitch" on the mold. Cavity pitch is the distance from the center of cavity 1 to the center of cavity 2.
Cheap mold factories use manual milling machines. They might have a 1mm or 2mm error.
How the Crash Happens:
Your machine stretch rod pitch is fixed at 120mm.
But your cheap mold cavity pitch was made at 121mm.
The machine starts. The stretch rod shoots down at high speed. It misses the mold cavity. It hits the heavy steel plate of the mold directly.
This causes two disasters:
- The machine stretch rod breaks or bends. Replacing original stretch rods costs thousands of dollars.
- The mold steel is damaged.
Our Solution:
We use a CMM (Coordinate Measuring Machine) to check every mold before shipping. Our cavity pitch error is less than 0.02mm. This ensures the stretch rod passes through 100% smoothly.

3. Why is the machine's Blow Nozzle failing to seal against your new mold?
I heard a screaming air leak inside a client's factory. The machine could not blow the bottle. 35 bars of high-pressure air escaped. The blow nozzle did not match the mold neck. Check your preform mold drawing.
The machine's Blow Nozzle (Seal Nozzle) must mate perfectly with the mold's Neck Insert. If the buyer's preform drawing has a tiny error in neck diameter, taper, or height, the 35-bar high-pressure air leaks out with a screaming noise. The bottle will not form. You must verify the original preform before machining.
Deep Dive: The Ultimate Air Leak Nightmare
Blowing machines need 35 to 40 bars of high-pressure air to push the plastic.
The air enters the preform through the machine's "Blow Nozzle." The blow nozzle must press tightly against the "Neck Insert" of the mold. This seal must be absolutely perfect.
Why does it leak?
Buyers often change preform styles but forget to tell the mold factory.
- If the new preform screw ring is 2mm higher than the old one, the blow nozzle hits it too early.
- If the neck taper angle is wrong, the nozzle does not seal.
High-pressure air finds the gap. It leaks out crazily. Your compressor sounds an alarm. Without enough pressure, your bottle looks like a deformed potato.
Vivian's Seal Test:
Do not hide your preform data. Before making the mold, you must mail your physical preforms to the mold factory. We put your preform in the mold. We simulate the angle of the machine nozzle pressing down. 100% seal makes 100% good bottles.
4. How does the wrong Base Insert stroke cause a catastrophic machine crash?
I saw a base insert smashed to pieces. The mold base was too thick. The side mold hit the base mold during closing. The production line stopped for three weeks. You must measure the cam stroke.
The Base Insert moves up and down on a machine cam. If the mold base is too thick, or the stroke length does not match the machine's mechanical limits, the base will rise before the side molds open. This severe crash permanently damages the mold base and stops your machine for weeks.
Deep Dive: Coordinating the Motion
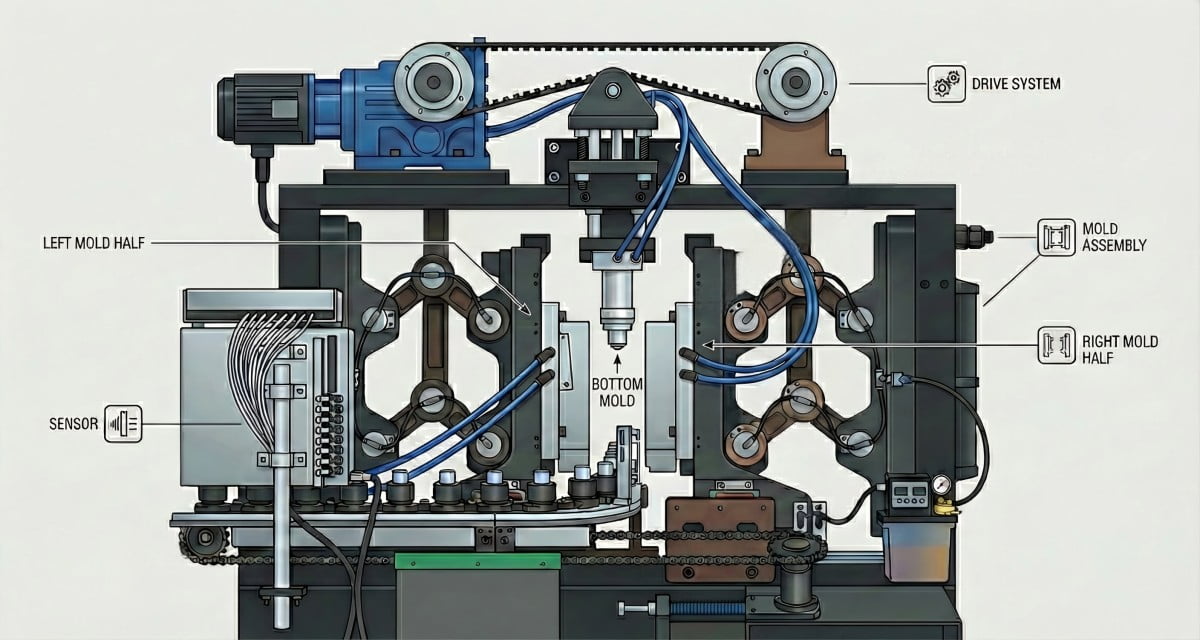
A blow mold has three parts: Left Mold, Right Mold, and Base Insert.
Opening and closing the mold is a mechanical dance. The side molds open, the base moves down. Then, the base moves up, the side molds close.
The "Cam" at the bottom of the machine drives the base motion. The cam stroke (moving distance) is fixed.
The Disaster Moment:
If the mold designer does not know your machine stroke, he makes the base insert too thick.
The machine closes the mold on time. At this moment, the overly thick base insert has not dropped down completely. The left and right molds slam together with tons of clamping force. They crush the base insert trapped in the middle.
This is called a "Machine Crash." It destroys your mold and can even bend the machine tie-bars.
Base Insert Data Comparison
| Data Point | Machine Fixed Data | Mold Match Requirement | Consequence |
|---|---|---|---|
| Cam Stroke | 45mm | Base open distance | Not enough space causes crash |
| Base Mount Height | 120mm | Base insert thickness | Too thick causes locking conflict |
| Screw Position | M12 / 80mm Pitch | Mold bottom hole pitch | Cannot install screws |
We do not guess base dimensions. We ask you to measure the "distance to base at max opening" on your machine. This is the only way to avoid a crash.
5. Why do mismatched cooling water ports delay your production by a week?
My overseas client called to complain. He could not connect the water hoses to the new mold. The mold used BSP threads, but his hoses were NPT threads. Workers wasted days finding adapters. Confirm your thread standards early.
This is a classic overseas buyer mistake. The mold arrives with BSP threads, but the factory's chiller hoses use NPT threads. Or the Quick-Disconnect sizes (8mm vs. 10mm) do not match. It sounds simple, but operators cannot install the mold. They waste days hunting for adaptors. We always ask for thread standards first.
Deep Dive: The Plumbing Headache
Cooling is critical for blowing. You must connect cold water lines to the mold.
Different countries use different pipe standards.
- Europe and Asia mostly use BSP (British Standard) or Metric threads.
- USA and Canada mostly use NPT (American Standard).
These two threads look similar, but the thread pitch is different. They do not screw together.
Quick-Disconnect Confusion:
Many machines use "Quick-Disconnect" fittings. You push the hose in and it clicks. But the fitting sizes come in 8mm, 10mm, 12mm, etc.
If the mold has a 10mm male plug, and your hose has an 8mm female socket, water cannot flow. Your mold becomes an expensive paperweight. You might have to wait a week for international shipping just to buy these small brass adapters.
Buyer's Checklist:
Before ordering, take a photo of the water nozzles on your existing mold. Measure the outside diameter with a caliper. Tell us if you use screw threads or quick-connects. This 5-minute job saves you 5 days of downtime.
6. Why does ignoring "Mold Shut-Height" prevent your machine from locking?
In my workshop, I saw a machine failing to close. The alarm light flashed. The mold was too thick. Forcing the machine to lock will break the tie-bars. You must check the machine opening limit.
Every blowing machine has a specific max and min "Shut-Height" (the total thickness of the closed mold). If the new mold is 5mm thicker than the machine limit, the toggle clamp cannot lock. If you force the machine to lock, tons of pressure will break the machine Tie-Bars.
Deep Dive: The Squeezed Mold
Blowing machines have limited space. Two giant Platens clamp your mold.
The machine manual says: "Max mold thickness 250mm, min mold thickness 150mm." This is the "Shut-Height."
Too Thick Consequence:
If you buy a 260mm thick mold. The workers hang it on the machine. When the machine tries to close, the Toggle mechanism gets stuck. It cannot stretch to 180 degrees. The door does not close. The machine triggers an alarm.
If you set the pressure to max to force it shut, huge mechanical force hits the four tie-bars of the machine. The tie-bars stretch and snap. The machine is dead.
Too Thin Consequence:
If you buy a 140mm mold, it also fails. The platens reach their limit, but the mold is not tight. When high-pressure air blows, the mold blows open, causing severe flash or explosions.
Vivian's Advice:
Measure your existing old mold. How thick is it? Tell us this data. If the new mold we make is thinner, we will add free "Spacer Plates" to the back of the mold to match your machine exactly.
7. How does the wrong Preform Neck dimension stop your automated loading system?
I saw an automatic loader drop all the preforms on the floor. The gripper could not hold them. The client changed the preform but did not tell us. Automation was paralyzed. Always send physical preforms.
The client sends a bottle design drawing but forgets to send the physical preform. If the mold's neck holder is designed for a PCO 1810 (long neck) preform, but the client uses a 29/25 (short neck), the preforms fall out of the transfer gripper inside the machine. This jams the entire production line.
Deep Dive: The Fragile Automation
Modern blowing machines are fully automatic. A mechanical Gripper grabs the preform neck, sends it to the oven, and then to the mold.
The gripper and the mold's "Neck Holder" must match your preform perfectly.
Drawing vs. Reality:
Clients make this mistake often. They send us a 3-year-old drawing showing an old high-neck preform (PCO 1810).
We make the mold based on the drawing. But to save costs, the client is now buying new short-neck preforms (PCO 1881 or 29/25). Short-neck preforms have smaller support rings.
The Disaster Scene:
The new mold is installed. New preforms dump into the hopper. The gripper tries to grab the preform. It grabs nothing. The preform falls into the deep machine. The machine drops a preform every second. The operator must press the emergency stop button.
This is avoidable. Drawings lie, but physical products do not. You must courier 10 physical preforms to our factory.
8. Bought a second-hand machine? How we guarantee mold fitment without original drawings.
My client bought an old second-hand machine. He had no manual, no drawings. He was desperate. He did not know how to order molds. Do not worry. Reverse engineering solves this problem.
Many buyers use second-hand machines and have lost the original manuals. Don't worry. Explain Vivian's "Reverse Engineering" approach. We guide the client to take specific photos (of the mold holder, nozzle, base cam) and measure 3 key dimensions with a caliper. Combined with our 20-year database, we ensure a 100% plug-and-play fit without drawings.
Deep Dive: The Second-Hand Savior
Buying a second-hand blowing machine is a smart business decision when starting out. Many clients in Africa and South America do this.
But the pain comes later: nobody knows the technical parameters of the machine. The original factory closed down, and the manual was eaten by mice.
Vivian's Reverse Engineering Process:
No drawings? No problem. We teach you how to measure.
- Photo Checklist: We send you a guide sheet with red arrows. You just take 5 photos: the open mold holder, the base insert platform, the blow nozzle, the top of the stretch rod, and the water ports.
- 3-Point Caliper Check: You only need an electronic caliper. Measure the distance between mounting holes, the guide pin diameter, and the old mold thickness.
- Database Matching: We have a database of almost all mainstream blowing machines in China and Europe. The data you measure is like a fingerprint. We input the fingerprint into the database, and we instantly match it to the original 3D drawing of the machine.
Using this "doctor-consultation" remote measurement, we have customized new molds for hundreds of orphan second-hand machines worldwide. They plug and play.
FAQ: 5 Core Questions About Custom Blow Mold Fitting
Q1: Do I need to ship my blowing machine to China to fit the mold?
No. You only need to send the machine model, mounting drawings (or measure key sizes as we request), and courier 10 physical preforms to us.
Q2: What if the mold is too thin to lock tight on my machine?
We can provide custom steel "Spacer Plates." Installing spacer plates on the back of the mold adds thickness to meet the machine's locking requirements.
Q3: Why is my new mold getting hot and not cooling down on the machine?
Check if your water lines are reversed (inlet connected to outlet). Also, check if you used the correct thread fitting. The wrong fitting blocks the water path and causes low flow.
Q4: Can different preform brands use the same blow mold?
No. If two preforms have different weights or different "Neck Threads," they cannot share the same mold neck holder. You must change the neck insert for different neck sizes.
Q5: How do I know if my base insert stroke is correct?
Switch the machine to manual mode. Drop the base cam to the lowest point. Measure the distance from the base mounting plate to the center of the mold. Send this distance to the mold factory.
Summary Table: Fitment Mistakes, Consequences, and Solutions
| Fitment Mistake | Consequence | Vivian's Factory Solution |
|---|---|---|
| Only giving machine brand | Mold shell is totally incompatible. Cannot install. | Provide exact machine model/year or measure mold holder size. |
| Cavity pitch error | Stretch rod hits hard steel, bends instantly, causing total loss. | Mold factory MUST use CNC machining and CMM 100% inspection. |
| Blow nozzle not sealing | 35-bar air leaks, bottle cannot be formed. | Courier physical preform before production. Test seal face at factory. |
| Base stroke conflict | Base hits side mold, smashing the mold and damaging tie-bars. | Measure cam opening stroke to ensure enough safety clearance. |
| Mismatched water nozzles | Hoses do not fit. Production delayed by a week to find adapters. | Confirm if nozzles are BSP or NPT threads before ordering. |
| Wrong mold shut-height | Machine cannot lock, or forced locking snaps tie-bars. | Measure old mold thickness. Add spacer plates if necessary. |
| Mismatched preform neck | Preforms drop from gripper, paralyzing the automatic line. | Never use old drawings. Must send 10 physical preforms to the factory. |
Do you want to customize a new mold that fits your second-hand machine 100% perfectly? Contact Vivian for factory service today.


