
Hello. I am Vivian, the founder of PETmolder.com. I have worked in mold manufacturing in Zhongshan, China for 20 years. Designing a preform mold requires more technical skill than blowing molds. The structure is complex. But many new buyers do not understand this.
Last week, a client from Brazil contacted me. He wanted to order a 24-cavity, 29/25 neck, 18g preform mold. I asked him: "Is this preform for a general purpose, or for a specific bottle?"
He said: "I don't know. What is the difference? It is just an 18g preform. Just design it."
I told him: "No. If you have a specific bottle design, we must design the preform for that bottle. We calculate the stretch ratio. We optimize the material distribution. This makes the blowing easier and the bottle stronger."
Preform design is not just about weight. It is about the mold structure, the cooling, and the steel. Today, my team and I will explain how bad mold design steals your money. We want to give you a guide to stop these hidden losses.
1. Why does a "Spiral Cooling" design cool 20% faster than standard cooling?
I saw a factory running a 20-second cycle. They were happy. I told them they could run at 16 seconds. Their mold had bad cooling. You must use spiral channels.
Standard "bubbler" tubes are cheap but inefficient. They leave dead spots where water does not move. High-performance designs use "Spiral" or "Conformal" cooling channels inside the core. This forces water to flow aggressively against the hot steel tip. This cuts cooling time by 20% and saves electricity.
Deep Dive: Turbulence is Profit
Cooling is the most critical part of the injection cycle. It takes up 60% to 70% of the total time. If you cut cooling time, you print money.
Cheap preform molds use a "Bubbler" system in the core. It looks like a simple fountain tube. Water goes up the middle and falls down the sides. The problem is "Laminar Flow." The water moves smoothly. It does not grab the heat from the steel. The tip of the core stays hot.
The Vivian Standard: Spiral Cooling
We do not use simple bubblers for high-speed molds. We machine a double-helix spiral channel inside the core.
- Forced Turbulence: The water must spin around the core wall. It cannot flow straight. This turbulence rips the heat away from the steel.
- Uniformity: The spiral covers the entire surface area. There are no hot spots.
The Math of Cooling:
- Standard Mold: 20s Cycle = 180 shots/hour.
- Spiral Mold: 16s Cycle = 225 shots/hour.
- Gain: 45 more shots every hour.
Over a year, that is millions of extra preforms for the same electricity bill. Do not save money on the cooling design.
2. How does poor Hot Runner balance cause high AA levels in your water bottles?
My client complained his water tasted like plastic. He blamed the resin. I checked his preform mold. The manifold was unbalanced. The plastic cooked too long. You must balance the rheology.
If the flow channels in the hot runner manifold are not perfectly balanced (rheologically balanced), PET stays in some channels longer than others. The plastic degrades from the heat. This creates Acetaldehyde (AA). High AA ruins the taste of water. Good design minimizes residence time.
Deep Dive: Stop Cooking the Plastic
PET plastic is sensitive. If you keep it hot (280°C) for too long, it degrades. It creates a chemical called Acetaldehyde (AA). AA has a sweet, chemical taste.
In a multi-cavity mold (e.g., 48 cavities), the plastic must travel from the machine nozzle to every single cavity.
The unbalanced design mistake:
Cheap molds use "Geometrically Balanced" runners. It looks symmetrical on paper. But physically, the plastic flowing to the center cavities travels a shorter distance than the plastic flowing to the edge cavities.
The plastic at the edge arrives late. The plastic in the center waits. This waiting time is called "Residence Time."
The Result:
- High AA: The plastic that waited too long creates AA.
- Yellowing: Overcooked plastic turns yellow.
- IV Drop: The molecular chains break. The bottle becomes weak.
The Solution:
We use "Rheologically Balanced" manifolds. We change the diameter of the channels. We ensure every drop of plastic travels at the same shear rate and arrives at the exact same time. Your water will taste fresh.
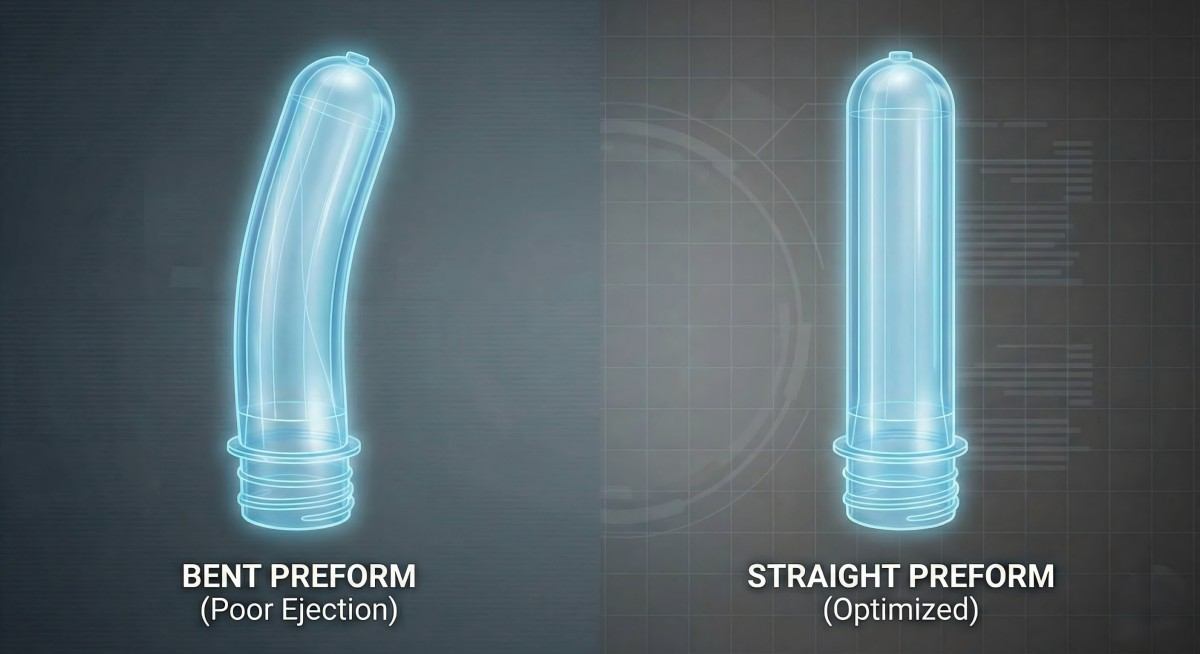
3. Why does "Lightweighting" design often lead to bent preforms during ejection?
I saw 30% of preforms rejected in a factory. They were bent like bananas. The client made the wall thinner to save money. But he did not change the draft angle. Redesign the whole geometry, not just the thickness.
Clients want lighter preforms to save resin. But if you thin the wall without redesigning the "Ejection Draft Angle" or increasing cooling, the preform sticks to the core. The ejector plate pushes, and the soft, warm preform bends. Lightweighting requires a complete mould geometry overhaul.
Deep Dive: Thin Walls are Weak
Every boss wants to save resin. "Make it 12 grams, not 14 grams!"
Okay, we make the wall thinner. But thinner walls have a problem: Stiffness.
When the mold opens, the preform shrinks onto the core. It grabs the steel tightly. You need force to push it off.
A standard preform has a thick wall. It is stiff. The ejector plate pushes it, and it pops off.
A lightweight preform has a thin wall. It is soft. It is still warm. When the ejector plate pushes the neck ring, the preform does not pop off. It bends. It warps.
How to Fix Bending:
- Increase Draft Angle: We must increase the taper angle of the core (e.g., from 1° to 1.5°). This reduces the friction/vacuum grip.
- Air Ejection: We add poppet valves to blow air between the core and the plastic. This breaks the vacuum seal.
- Cooling Time: You cannot eject a soft preform. You might need better cooling, not less.
Do not just "shave steel" to reduce weight. You must redesign the physics of ejection.
4. How does the "Taper Lock" design prevent Eccentricity (uneven wall thickness)?
I measured a client's preform. One side was 2.0mm. The other side was 1.4mm. This is Eccentricity. The core shifted under pressure. You need a Double Taper Lock.
Eccentricity is the #1 enemy of bottle blowing. High-speed injection creates massive pressure (1000 bar). Without a robust "Double Taper Lock" (self-locking) design between the Core and Cavity, the core will wobble. This causes Core Shift. One side becomes thin and the bottle bursts.
Deep Dive: Lock the Steel
Injection molding is violent. Plastic shoots into the cavity like an explosion. It hits the core. The core is a long, thin cantilever beam. It wants to bend.
If the core bends, you get "Eccentricity." The preform wall thickness is uneven. When you blow this preform into a bottle design, the thin side stretches too fast and breaks.
Cheap Mold vs. Good Mold:
- Cheap Mold: Relies only on the mold plates to hold the core. The fit is loose. The core wobbles.
- Vivian's Design: We use a "Double Taper Lock."
- Lock 1: A cone shape at the neck ring.
- Lock 2: A precise cone match between the core plate and cavity plate.
When the mold closes, steel hits steel. The tapers lock together. The core cannot move even 0.01mm. The wall thickness remains perfect.
Eccentricity Comparison
| Feature | Standard Lock | Double Taper Lock |
|---|---|---|
| Core Stability | Low (Wobbles) | High (Rigid) |
| Wall Variation | +/- 0.15mm | +/- 0.03mm |
| Bottle Burst Rate | High | Zero |
| Mold Life | Short (Wear) | Long |
5. Why is choosing Beryllium Copper for the gate area a "must-have" design feature?
I inspected a mold in India. The bottoms of the preforms were white (crystallized). The cycle was slow. They used stainless steel gates. Change to Beryllium Copper immediately.
The gate is the hottest point of the preform. Stainless steel transfers heat too slowly. A professional design inserts Beryllium Copper (BeCu) alloys at the gate area. BeCu transfers heat 5 times faster. This prevents "Gate Crystallization" and allows you to run faster cycles.
Deep Dive: The Heat Sink
The gate is where the plastic enters. It is the last place to freeze. It holds the most heat.
If you use S136 steel for the gate insert, the heat stays there. The plastic stays hot.
- Crystallization: PET turns white and brittle if it stays hot too long. The bottle bottom will crack when dropped.
- Stringing: If the gate is hot, the plastic pulls a string when the mold opens. This creates trash.
Why BeCu is Magic:
Beryllium Copper is expensive, but it works. Its thermal conductivity is ~130 W/mK. Steel is only ~25 W/mK.
BeCu acts like a vacuum for heat. It sucks the temperature out of the plastic instantly. The gate freezes in a split second. The preform is clear. The cycle is fast.
Vivian's Rule: I do not sell preform molds without BeCu gate inserts. It is not an option. It is a requirement for quality.
6. Why do "Diesel Burn" marks appear even if your venting slots are deep enough?
I saw black burn marks on preforms. The client said: "My vents are 0.03mm deep! Why is it burning?" I checked. The vents were clogged with white powder. It is the Oligomers. Optimize the vent geometry.
The problem is not just depth. PET releases "Oligomers" (white waxy powder) during injection. If the mold venting design has a long "land length," these oligomers clog the vents within 2 days. Trapped air then burns the PET (Diesel Effect). Our expert design uses a precise 0.01mm primary vent depth with an immediate widen-out to prevent clogging.
Deep Dive: The White Powder Problem
Many people think venting is just for air. But PET plastic releases a byproduct called Oligomers. It looks like white wax or powder.
If your mold vent design is a long, flat channel (e.g., 5mm long land), the waxy powder gets stuck. It builds up hour by hour.
The Clogging Cycle:
- Hour 1: Vents are open. Air escapes.
- Hour 24: Oligomers stick to the steel walls. The vent gets smaller.
- Hour 48: The vent is blocked. Air gets trapped inside the cavity.
- Diesel Effect: The trapped air is compressed by the injection pressure. It reaches 500°C. It ignites. The plastic burns black.
The Self-Cleaning Design:
We do not use long vents.
- Primary Vent: Only 1mm to 2mm long. Depth 0.01mm to 0.015mm.
- Secondary Dump: Immediately after the primary vent, we cut a deep, wide channel (0.5mm deep).
The oligomers pass through the short primary vent and fall into the deep channel. They do not get stuck. You can run the mold for 2 weeks without cleaning, not 2 days.
7. Why do we design "Interchangeable Cold Halves" for multi-product factories?
My client wanted two molds: one for 18g preforms, one for 22g preforms. Both had the same PCO 1881 neck. I told him: "Stop. Do not buy two molds." Buy one Hot Half and two Cold Halves. Save 40% cost.
If you make 18g and 22g preforms with the same neck finish, you do not need two complete molds. We design a shared "Hot Half" (manifold and plates). You only swap the "Cold Half" (Core, Cavity, and Neck plates). This reduces your investment cost by 40% and saves storage space.
Deep Dive: Smart Investment
A preform mold has two big parts:
- The Hot Half: This contains the hot runner manifold, heaters, valve pins, and nozzles. It is very expensive.
- The Cold Half: This contains the cores, cavities, neck rings, and ejector plate. This defines the shape and weight.
The Compatibility Trick:
If your preforms share the same "Pitch" (distance between centers) and the same "Neck Finish" (e.g., both are PCO 1881), you can share the Hot Half.
When you want to change from 18g to 22g, you leave the heavy Hot Half on the machine. You unbolt the Cold Half and install the new one.
Benefits:
- Cost: You save the cost of a second manifold system ($20,000+).
- Time: Changing a Cold Half is faster than changing a full mold.
- Maintenance: You only have to maintain one electrical system.
Ask your mold maker about "Interchangeability." If they say no, they just want to sell you more steel.
8. How does Finite Element Analysis (FEA) simulate potential failures before we cut steel?
I saw a mold crack after 1 month. The steel was too thin in a high-pressure area. The factory guessed the design. We do not guess. We use Moldflow simulation.
We do not guess. We use Moldflow and Finite Element Analysis (FEA) software to simulate filling pressure, cooling, and structural stress. We catch "dead spots," "warpage," or weak steel areas on the computer screen before the CNC machine even starts. This is the Vivian standard for reliability.
Deep Dive: The Digital Twin
Steel is expensive. You cannot "Undo" a mistake after you cut the mold.
Before we start production, we build a "Digital Twin" of your mold in the computer. We run a simulation.
What FEA Tells Us:
- Filling Balance: Will cavity #1 fill at the same time as cavity #48?
- Cooling Efficiency: Is the tip of the core getting enough water?
- Warping: Will the preform bend when it cools?
- Air Traps: Where will the air get stuck? (We put vents there).
We often find problems in the simulation. "Oh, this wall is too thin, it will break under 1000 bar pressure." We fix the drawing. It costs $0. To fix a broken mold costs $50,000.
Always demand a Moldflow report before approving the mold design.
FAQ: 5 Core Questions About Preform Mold Design
Q1: Can I change the weight of my preform without buying a new mold?
Yes, but only slightly. We can sometimes machine the core to make the wall thinner (reduce weight) or replace the core to make it thicker. But you cannot change the length or the neck finish without new parts.
Q2: How often should I clean the vents to stop Diesel Burn?
It depends on your design. With standard vents, every 1-3 days. With our self-cleaning vent design, you can run 1-2 weeks. Use a soft copper tool, never hard steel, to clean vents.
Q3: Why do my preforms have flash (thin plastic) on the parting line?
This is usually because the "Stack Height" of the mold components is not matched, or your injection pressure is too high for the clamp force. The mold is being forced open.
Q4: What is the best steel for PET preform molds?
For cores and cavities, we use Stavax S136 (stainless steel). It must be hardened to HRC 48-52. It resists rust and holds a mirror polish.
Q5: Why is my cycle time so slow compared to my competitor?
Check your cooling water. Are you using chilled water (8-10°C)? Do you have "Spiral Cooling" in your cores? Is your gate area BeCu? Design usually dictates speed.
Summary Table: Design Defects and Solutions
| Defect / Issue | Root Cause | Vivian's Design Solution |
|---|---|---|
| Slow Cycle Time | Laminar water flow in "bubbler" tubes. | Use Spiral Cooling channels for turbulence. |
| High AA / Bad Taste | Unbalanced residence time in manifold. | Use Rheologically Balanced hot runners. |
| Bent Preforms | Thin walls + high vacuum friction. | Increase Draft Angle and use Air Ejection. |
| Eccentricity | Core shifting under pressure. | Use Double Taper Lock alignment. |
| White Gate (Crystallized) | Steel gate holds heat too long. | Insert Beryllium Copper (BeCu) at the gate. |
| Diesel Burn (Black spots) | Oligomers clogging long vent lands. | Use 0.01mm depth with immediate widening. |
| High Mold Cost | Buying full molds for every weight. | Use Interchangeable Cold Halves. |
| Mold Cracking | Weak design under high pressure. | Run FEA Simulation before manufacturing. |
Does your current preform mold waste electricity? Let my team analyze your design. Contact Vivian for factory service today.


