Are your carbonated beverage bottles failing the stress crack test or bursting during filling, causing massive production downtime and product waste? You might be throwing money away by continually increasing preform weight, when the real culprit is actually hidden in your mold's geometric design.
Preventing stress cracking requires a fundamental shift from the traditional "add more resin" mindset to optimizing base geometry. By refining transition radii, utilizing continuous curvature, and implementing conformal cooling, you can eliminate stress concentration points and significantly increase burst pressure resistance without adding a single gram of plastic.
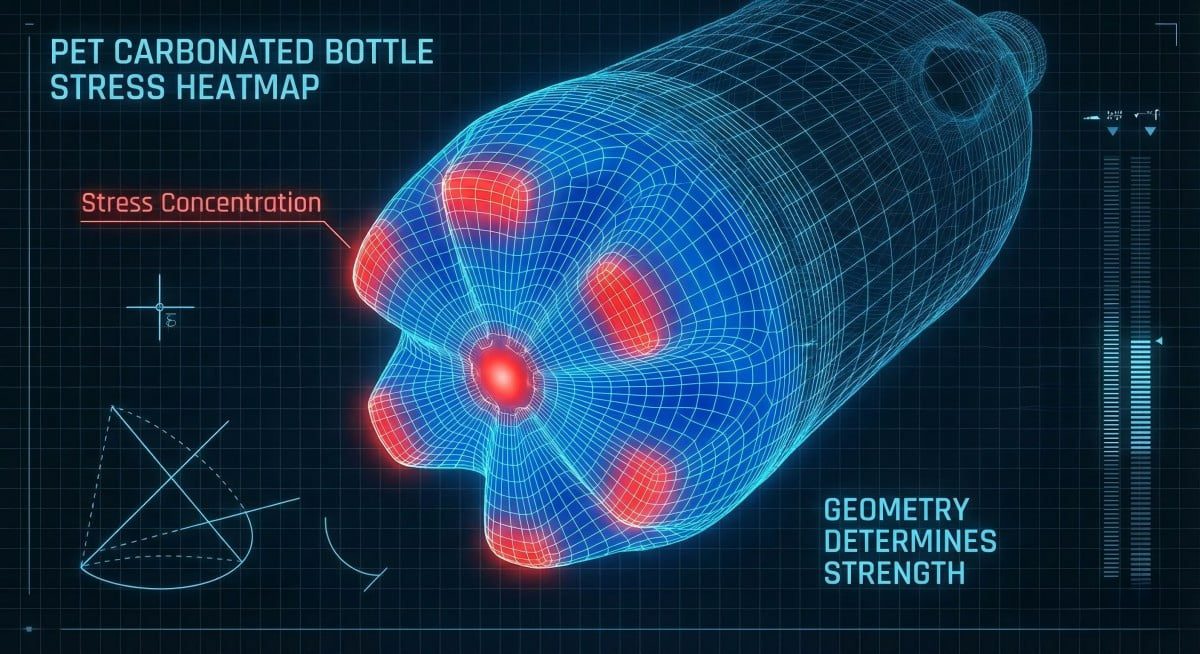
Many factory owners believe that a heavier bottle is automatically a stronger bottle, but in the world of pressurized containers, geometry dictates strength. A heavy bottle with poor design will fail faster than a lightweight bottle with perfect geometry. As an engineer who has spent years in the PET mold industry, I have seen too much money wasted on resin. Today, I will take you through the eight engineering adjustments we frequently make at petmold.com, showing you how to solve these difficult problems through mold design.
Understanding Stress Concentration: Why Design Matters More Than Weight?
When a bottle cracks, is your first reaction to immediately pick up the phone and tell your preform supplier to send heavier preforms? This knee-jerk reaction costs the beverage industry millions of dollars annually in unnecessary resin costs.
The physical phenomenon you are fighting is called "Stress Risers." In physics, stress flows like water. When this "flow" hits a sharp corner, a sudden change in thickness, or an abrupt angle, it accumulates. This accumulation point is where the bottle will fail, regardless of how thick the wall is. It is comparable to cutting a sharp notch in a 5mm thick steel plate; it will snap at the notch far easier than a smooth, curved 2mm plate would bend.
I once assisted a client in South America who was struggling with a 1.5L Carbonated Soft Drink (CSD) bottle cracking in high heat and humidity. To solve it, he bluntly added 2 grams of resin to every preform. He thought the problem was solved, but I sat down and did the math for him: 2 grams multiplied by his annual output of 50 million bottles equals 100 tons of resin. At market prices, he was spending an extra $150,000 per year just to mask a design flaw.
After pulling his mold drawings, I found that the transition radius between the feet and the central dome was too sharp. I recommended he modify the mold to smooth out that transition area. This cost only a few thousand dollars in tooling adjustments. Afterward, we returned the bottle to its original lightweight standard, and it passed the stress crack test perfectly. Trusting engineering over blind material addition is the first piece of advice I give to every client.
The Critical Role of Transition Radii (R-Angles) in Mold Bottoms?
Does your current bottle bottom look like it was drawn with a ruler and a compass, or does it flow organically? The "R-Angle" (radius) at the transition points in the bottle base often determines whether a product is a market success or a recall nightmare.
The bottom of a CSD bottle is a complex pressure vessel that must withstand extreme internal pressure. When the bottle expands under pressure, the geometry changes. If the transition from the "valley" (gate area) to the "peak" (feet) is abrupt, the PET material experiences excessive shear stress. Large, generous radii help to distribute this load over a wider surface area, whereas tight, sharp radii are the enemy of structural integrity.
At petmold.com, I have my own set of inspection standards. When a client sends a 3D file for a new mold, the first thing I check is the base geometry. If I see a transition radius smaller than 1.5mm on a pressurized bottle, I immediately request a modification. I strongly recommend a concept called "Continuous Curvature" (G2 Continuity). This curve does not connect a straight line directly to a circle; instead, the radius changes gradually. This allows internal stress to flow smoothly across the surface without finding a focal point to initiate a crack. While this demands more from our CNC programming, the increase in bottle robustness makes it entirely worthwhile.
Petaloid Base Design: Optimizing Number of Feet and Depth?
Are you choosing a five-foot or six-foot base design based on aesthetics, or on calculated engineering performance? The "Petaloid" base is the industry standard for carbonated drinks, but the specific dimensions of the feet determine the bottle's fate.
The design of the feet involves a delicate trade-off. Deep feet provide excellent stability on conveyor belts and shelves. However, if the feet are too deep, the PET material must stretch significantly during the two-step blowing process to reach the bottom of the mold. This "high stretch ratio" results in very thin corners at the tips of the feet, and these weak spots are where bursts originate. Conversely, if the feet are too shallow, the bottom will dome outward under pressure (stress creep), causing the bottle to become unstable.
Designing the ribs and valleys of a petaloid base is a balancing act, not a case of "deeper is better." I determine the depth based on the carbonation level required. For a client requiring 4.0 Gas Volume resistance (high carbonation), I precisely calculate the aspect ratio of foot width to foot depth. We cannot simply force plastic into a deep cavity; usually, I adjust the angles of the foot side walls to allow material to flow gently into the corners. By optimizing this aspect ratio, I ensure the wall thickness at the furthest point of the foot remains consistent with the rest of the base, avoiding those dangerous "paper-thin" spots.

Mold Cooling System: Preventing Thermal Stress in the Base?
Is your bottle base coming out of the mold hot and slightly hazy? Thermal stress caused by uneven cooling is a silent killer that creates microscopic cracks before the bottle is even filled.
The gate area (the exact center of the base) is the thickest part of the bottle because it contains the un-stretched material from the injection point. It holds the most heat. If the mold's cooling system cannot effectively remove this heat, the material remains semi-molten when the mold opens. As it cools in the ambient air, it shrinks at a different rate than the thinner parts of the bottle. This differential shrinkage creates residual internal stress. Furthermore, if the PET stays hot for too long, it undergoes thermal crystallization (haze), making the material brittle.
Many standard mold makers simply drill a few straight water lines through the bottom plate to save effort. This is insufficient for high-speed production. In our high-performance mold designs, I insist on Conformal Cooling or spiral channels. The water lines are no longer straight; they follow the physical contour of the petaloid shape, getting as close to the molding surface as possible without compromising steel strength. I have witnessed this upgrade alone reduce cycle time by 1 to 2 seconds. More importantly, it ensures the base comes out cool and rigid, completely eliminating the thermal stress that leads to cracking.
The Importance of Venting Slots in the Bottom Mold?
Does your bottle bottom look undefined, soft, or do the tips of the feet look "meaty"? This is not a stretching problem; it is a venting problem that is compromising your bottle's structural integrity.
When the preform is blown, it expands rapidly into the mold cavity. The air originally inside the mold must escape instantly. If the air cannot escape, it gets trapped at the furthest points—usually the tips of the feet or the deep corners. This trapped air forms a compressed "air cushion" that prevents the plastic from touching the cooled mold metal. The plastic stays hot and cannot form the correct shape, resulting in a weak structure with undefined contours.
Some people worry that venting slots will create flash, but in the two-step blow molding process, this is rarely an issue if designed correctly. To resolve the conflict between venting and appearance, we use high-precision Wire Electrical Discharge Machining (EDM). We cut venting slots that are typically 0.03mm to 0.05mm wide. This width is critical: it is wide enough to let air escape instantly during high-pressure blowing (40 bar), but narrow enough that the plastic's viscosity prevents it from entering the slot. This ensures the plastic hits the metal wall firmly, creating a sharp, strong geometric profile without leaving obvious rough vent marks or flash on the bottle.
Gate Clearance and Push-up Height Optimization?
After blowing, does the center of your bottle bottom turn white or show signs of stress immediately? This "stress whitening" indicates that your Push-up height or Gate Clearance does not match your preform.
The "Push-up" is the dome in the center of the base. Its function is similar to the arch of a bridge, directing the vertical force of internal pressure outwards toward the feet. If the dome is too flat, the pressure pushes directly down on the gate point, causing rupture. However, the physical interaction between the preform gate (the nub left from injection) and the mold presents a challenge. If the mold clearance is too tight, the preform gate crashes into the mold steel during stretching, causing immediate impact stress.
The center of the base is the "soul" of pressure resistance, so I treat the Arch Height calculation with great care. It must be high enough to deflect pressure but low enough to ensure the stretch rod can fully extend the material. When the preform is stretched too aggressively into the gate area, we often see stress whitening. My approach is to adjust the clearance so the gate nub floats just above the mold surface, while the surrounding material forms the structural arch. By optimizing this geometry, we utilize the physics of the arch to support the liquid load, relieving stress from the vulnerable injection point.
Material Distribution Control via Mold Profile?
Did you know that you can control where the plastic goes by subtly altering the mold shape, not just by adjusting heating lamps? While the blow molding machine controls vertical distribution, the mold profile controls horizontal distribution.
We call this technique "Profiling." It involves making minute adjustments to the cavity volume in specific areas to influence flow resistance. Plastic prefers to inflate into areas of least resistance. By slightly tightening or opening specific radii in the mold design, we can steer the material to accumulate in high-stress areas (like the valleys between feet) and thin out in low-stress areas.
I call this approach "using shape to compensate for weight." If we find that a bottle always bursts at a specific corner of the foot, I do not ask for a heavier preform. Instead, I modify the mold profile to guide more material to that specific corner. This requires extremely high CNC machining precision (±0.01mm); standard lathe-cut molds cannot achieve this level of nuance. We use 5-axis CNC machines to cut these subtle profiles, allowing us to thicken a critical stress point by 0.1mm without adding overall weight to the bottle. We are simply moving material from where it is useless to where it is essential.
Simulation Before Manufacturing: FEA Service?
Are you still relying on "trial and error" to finalize your bottle design? In modern manufacturing, cutting steel without simulation is a gamble that wastes time and money.
Finite Element Analysis (FEA) is a digital simulation method that predicts how a bottle will react under real-world conditions. We can simulate the blowing process to see wall thickness distribution, and we can simulate filled conditions to see where stress accumulates.
Selecting a mold should not be a gamble; it should be a data-driven decision. Before we cut a single piece of steel, I run simulations for TopLoad (vertical strength) and Burst Pressure. If you are developing a new lightweight bottle, I strongly advise performing this stress analysis first. I recently ran a simulation for a client that showed his design would fail at 45 psi. We tweaked the base geometry in the software, re-ran the simulation, and achieved stability up to 60 psi. This digital iteration took one day. If we had made the mold first, discovering this problem would have taken six weeks and cost thousands in rework. This service saves you weeks of modification time and expensive trial costs.
Conclusion
Solving stress cracking is not about throwing more plastic at the problem; it is about intelligent engineering. By focusing on PET blow mold design and optimizing the bottle base geometry, you can achieve superior burst resistance and lower costs simultaneously. Whether it is refining the petaloid base design, implementing conformal mold cooling channel design, or using FEA simulation, the solution lies in the details. At petmold.com, we specialize in CSD bottle mold manufacturing that prioritizes geometry over weight. Don't let poor design drain your profits—let us help you build a better bottle.
FAQs
Q1: Can I fix stress cracking without buying a new mold?
A: Sometimes, but it is difficult. You can try adjusting the blowing process (cooling time, blowing pressure) or optimizing the preform heating profile to put more material in the base. However, if the geometry has sharp stress risers, process adjustments can only do so much. A mold modification is often the only permanent cure.
Q2: How much does it cost to modify an existing mold base?
A: Modifying just the bottom mold (base) is significantly cheaper than buying a full new mold. Depending on the complexity and the steel condition, it might cost a few thousand dollars. If this allows you to reduce resin weight or stop production stoppages, it offers an extremely high ROI.
Q3: What happens if the vent slots are too wide in two-step blow molding?
A: We recommend keeping vent slots between 0.03mm and 0.05mm. If they are wider than 0.05mm, the high blowing pressure will force the plastic slightly into the slot. This creates visible "vent marks" or a rough texture on the feet, which affects the premium look of the bottle, even if it doesn't create full flash.
Q4: My bottles pass the burst test but crack after 2 weeks in the warehouse. Why?
A: This is likely "Stress Cracking" caused by environmental factors (like caustic lubricants on conveyor belts) or residual stress. It usually means the base has high internal stress due to uneven cooling or sharp geometry. The bottle holds initially but fails as the plastic relaxes over time. Geometric optimization helps reduce this residual stress.
Q5: How long does the FEA simulation process take?
A: Typically, once we have your 3D design, we can generate a full report within 3 to 5 working days. This is a very short time compared to the weeks lost if a physical mold fails during testing.
Summary of Design Optimizations
| Optimization Area | Common Defect / Issue | Engineering Solution | Benefit |
|---|---|---|---|
| Transition Radii | Cracks at sharp corners | Continuous Curvature (G2) | Smooth stress flow, higher burst pressure. |
| Base Feet | Thin corners, Bursting | Optimized Aspect Ratio | Uniform wall thickness, no weak spots. |
| Cooling | Haze, warping, slow cycle | Conformal Cooling Channels | Rigid base, cycle reduced by 1-2s. |
| Venting | Undefined shape, soft feet | EDM 0.03mm Slots | Sharp definition, no visible vent marks. |
| Center Dome | Gate rupture, stress whitening | Arch Height Optimization | Distributes load to feet, protects gate. |
| Material Flow | Random thinning | Micro-Profiling | Guides material to high-stress zones. |

-300x300.jpg)
