I am Vivian. I have operated a PET mold and preform mold physical manufacturing factory in Zhongshan, China, for 20 years. Last week, we discussed a new 500ml drinking water project with a client in Singapore. When confirming the bottle design technical parameters, we marked a 505ml mold volume on the drawing. The client questioned this. He demanded an exact 500ml volume and refused the extra 5ml setting. I explained the objective engineering rules of the PET molding process to him. PET plastic inevitably undergoes physical shrinkage after stretch blow molding. Machine molding processes, mold cooling efficiency, and factory storage environments all cause the final physical size of the bottle to decrease. If we directly machine the mold cavity volume to an absolute 500.0ml, the actual water capacity of the bottles produced on the production line may only be 498ml due to natural material shrinkage. In packaging regulations, actual capacity lower than label capacity is non-compliant. As a professional mold factory, we must calculate the "shrinkage allowance" and reserve this 5ml shrinkage space. This ensures the capacity meets the standard accurately after the product size stabilizes. Today, based on our factory's real production and engineering experience, I will objectively and rigorously analyze the specific factors affecting PET bottle capacity shrinkage and how we solve these problems in mold engineering.
Regarding the 500ml bottle becoming 498ml the next day: This happens because the PET plastic undergoes high-pressure stretching during blowing, creating stress in the internal molecular chains. After the bottle is ejected, this tensile stress releases naturally over 24 to 48 hours, causing the bottle wall to shrink inward and the volume to decrease. This is a normal physical property of polymer materials. We must reserve a scientific shrinkage allowance during the mold design stage to handle this.
1. The "24-Hour Rule": Understanding PET's natural stress relaxation.
In my workshop, I often see clients' quality control personnel get inaccurate quality inspection data because they measure capacity at the wrong time. Machine micro-adjustments based on wrong data cause subsequent batches to deviate. We require clients to strictly follow the 24-hour static resting rule to obtain a true capacity baseline.
PET plastic requires 24 to 48 hours to fully release internal tensile stress after blow molding. During this time, the bottle's size continuously undergoes a slight inward shrinkage. You must wait 24 hours until the size is fully stable before performing a pure water weight test. Do not measure a hot bottle straight off the machine.
During on-site production line visits, I found that some factories have timing errors in their quality control processes. Quality inspectors are used to taking a freshly blown bottle that still has residual heat from the conveyor belt, immediately filling it with water in the inspection room, and placing it on an electronic scale to read the data. At this time, the scale usually shows 506ml. The inspector records this data and judges the capacity as qualified. However, when they retest the same batch of empty bottles the next day, the capacity data often drops to 498ml or even lower. They often suspect that the mold cavity dimensions are unstable.
This is not a deformation of the mold steel, but an objective physical manifestation of the PET polymer. In the Stretch Blow Molding process, high-pressure air forcibly pushes the molten PET plastic against the inner wall of the mold. At this moment, the polymer chains of the plastic are forcibly stretched significantly. When the mold opens and the bottle ejects into room temperature air, the high forming pressure applied to the plastic disappears, but the tensile stress inside the plastic still exists.
According to the physical principles of polymer materials, these stretched molecular chains will spontaneously attempt to return to their initial low-energy, unstretched structure. This process is called "Stress Relaxation" in materials science. In macroscopic form, it manifests as the bottle slowly shrinking inward, and the overall physical volume decreasing. This physical shrinkage does not finish immediately at the moment of ejection. It requires 24 to 48 hours of static resting at room temperature to reach final thermodynamic equilibrium in structure and size.
If you do not follow the static resting rule, the capacity data you measure is invalid data in a state of dynamic change. You must store the tested empty bottles at standard room temperature. Do not fill them with water during the first 24 hours.
Our engineering laboratory conducted continuous physical capacity tracking on a standard 500ml pure water bottle:
| Static Resting Time After Blowing | Actual Bottle Capacity (Standard Water Weight Test) | Physical Evaluation of Size Stability |
|---|---|---|
| 1 Minute | 506.0 ml | Bottle has high residual heat. Size is in a highly unstable period. |
| 1 Hour | 503.5 ml | Fast cooling stage. Most significant physical shrinkage occurs. |
| 12 Hours | 501.0 ml | Nearing room temperature. Shrinkage rate slows down significantly. |
| 24 Hours | 500.0 ml | Reaches thermodynamic equilibrium. Physical size is basically locked. |
| 48 Hours | 499.9 ml | No obvious numerical change. Represents the final delivered production size. |
The test data objectively confirms that the bottle naturally loses 6ml of physical capacity within 24 hours. This is a phenomenon we must engineer and calculate at the beginning of mold design. Do not violate physical material laws, and stop testing hot bottles that are in an unstable period.
2. Inline vs. Offline Filling: The key parameter confirmed before mold design.
When starting a new project, I have encountered clients who neglect to explain their factory's final filling line configuration. Different filling time points result in completely different final product shrinkage rates. We must confirm this information before developing mold drawings to set accurate mold cavity data.
Inline filling injects room-temperature liquid within 10 seconds after blowing, and the bottle shrinkage rate is extremely small (about 0.5%). Offline filling stores empty bottles for several days before filling, and the bottle undergoes maximum natural shrinkage (about 2.0%-2.5%). You must inform us of your production mode during the mold design stage.
When initiating a bottle manufacturing project, our project engineers will confirm a core production parameter with the client: "Does your production line use an integrated blow-fill-cap machine (inline instant filling), or independent blow molding machines combined with independent filling machines (offline delayed filling)?" Many purchasing personnel believe this has nothing to do with mold development and manufacturing.
The production filling mode directly determines the final shrinkage rate of the PET bottle after molding, which is a key engineering input basis for mold engineers to set mold cavity dimensions.
The production rhythm of Inline filling is extremely fast. After the empty bottle leaves the PET blow mold, it runs on the conveyor belt for less than 10 seconds before entering the filling station. The filling equipment quickly injects the liquid and tightens the anti-theft cap. The liquid rapidly takes away the residual heat of the PET plastic, significantly slowing down the relaxation movement of the polymer chains. More crucially, the tightened cap seals the internal space, and the incompressibility of the liquid provides strong internal physical support for the bottle wall, directly blocking the bottle's tendency to continue shrinking inward. Therefore, bottles adopting the inline process will ultimately only experience an extremely minute shrinkage of about 0.5%.
The operation workflow of Offline filling has a long time lag. After the blow molding workshop produces empty bottles, it usually packs them into packaging bags or sends them to temporary storage silos, storing them for 24 hours or even longer before transferring them to the filling workshop in batches. During this storage period, the interior of the empty bottle is at normal pressure without any physical support. The stress relaxation process of the PET plastic can complete entirely without external resistance. In this mode, the bottle will undergo the maximum degree of natural shrinkage, with the shrinkage rate generally reaching 2.0% to 2.5%.
If, in the early stages of a project, our engineers design a mold based on the 0.5% shrinkage rate standard of inline filling, but the client uses the offline mode in actual production, these bottles designed for 500ml will have already shrunk to 490ml before truly entering the filling machine. This is a systemic error that must be avoided.
| Filling Production Process Mode | Time Interval Between Ejection and Filling | Actual Physical Shrinkage Rate Parameter | Corresponding Technical Requirements for Mold Design |
|---|---|---|---|
| Inline Filling | Within 10 seconds | Extremely small (about 0.5% - 1.0%) | Mold cavity design requires reserving a smaller allowance. |
| Offline Filling | 24 hours to several weeks | Maximum (about 2.0% - 2.5%) | Mold cavity design must reserve a larger allowance. |
Do not arbitrarily change your production line process after confirming the mold plan. If you change the production line configuration, you must immediately notify the mold manufacturer, and we will need to re-evaluate the mold cavity volume.
3. The core step of mold design: How we accurately calculate the "Shrinkage Allowance".
In my engineering department, I see engineers process preliminary 3D drawings provided by clients, and they never directly use the 1:1 target volume for subsequent processing. Directly using absolute dimensions will cause the final product capacity to fail. We must proactively add a scientific shrinkage allowance during the design stage to offset physical loss.
Professional mold manufacturing involves rigorous early-stage engineering design. When performing 3D mold modeling, our engineers will not set the cavity volume to an absolute 500ml. We will add a 1.5% to 2.5% shrinkage allowance based on bottle structure and filling process, enlarging the cavity volume to 508ml. Do not request zero-allowance mold designs.
In a professional mold factory system, engineering design is the foundation of manufacturing. When a client provides the final appearance confirmation drawing of the bottle shape, and we need to convert it into a 3D structural drawing of the mold used for CNC machining, establishing the accurate capacity of the cavity is the most core parameter setting.
We will not adopt a 1:1 absolute size. If the mold cavity volume is set to exactly 500.0ml in the CAD software, the produced products are destined to be substandard.
We introduce the "Shrinkage Allowance" calculation standard into the design process. Because it is known that PET bottles inevitably experience volume shrinkage after ejection, our mold design volume must be larger than the target volume. Our structural engineers comprehensively evaluate specific engineering parameters to set the allowance value: including bottle geometric structure (cylindrical shapes shrink relatively evenly, square bottles have differences in shrinkage), material wall thickness distribution (thick-walled areas dissipate heat slowly, resulting in higher shrinkage rates), and the client's actual production environment.
Taking a conventional 500ml round drinking water bottle as an example, under offline production settings, our engineers generally set the shrinkage allowance at about 1.6%.
The engineering calculation method is: 500ml * 0.016 = 8ml.
When modeling the 3D cavity structure, the engineer will set the base volume of the cavity to 508ml.
After completing the CNC machining based on this drawing containing the allowance, the immediate volume of the hot bottle freshly blown by the machine is 508ml. These bottles are stored in a room temperature warehouse to rest for 24 hours, and the bottles naturally shrink by the reserved 8ml according to their own physical material laws. After the final dimensions stabilize, what the client receives is exactly the 500ml bottle conforming to industry standards.
Professional mold development must be established upon precise, quantitative control of material molding characteristics. Please cooperate with the allowance settings made by an engineering team with manufacturing experience.
4. Warehouse Temperature: External thermodynamic factors affecting the final capacity.
In my field investigations, I have encountered clients whose qualified empty bottles experienced subtle but fatal deviations in capacity because they did not control the warehouse environmental temperature. Environmental temperature affects the stress relaxation curve of PET material. We guarantee final capacity by standardizing the client's physical warehouse environment.
A high-temperature 40°C warehouse in summer increases the thermal energy of PET molecular chains. This causes the residual stress inside the bottle to release more completely, and the actual shrinkage amount will slightly exceed the shrinkage allowance originally set at 25°C. Do not store empty bottles in a high-temperature, unventilated environment for a long time.
We assisted a client in troubleshooting a minor capacity deficiency issue during the mass production stage. During the factory acceptance stage of the project, the mold was trialed in our 22°C constant temperature workshop, and the capacity of the bottles produced was the standard 500ml. After moving into mass production, the local area entered summer, and the client reported that under normal equipment parameters, the capacity of the bottles after stabilizing showed an extra 1-2ml reduction, touching the lower limit of quality control.
After ruling out equipment operation variables, I inspected the factory's empty bottle temporary storage area. The warehouse utilized a metal roof lacking insulation layers. On-site temperature measurement data in the afternoon showed the warehouse's internal environmental temperature approached 40°C.
The glass transition temperature (Tg) of PET plastic is usually between 70°C and 75°C. In a 40°C environment, although the plastic is far from reaching the temperature where it melts or undergoes severe macroscopic thermal deformation, the increase in environmental temperature objectively endows the polymer molecular chains with higher thermal energy.
This increase in thermal energy causes the microscopic movement of molecular chains to become active. The tensile stress remaining inside the plastic after blow molding releases faster and more completely in a 40°C environment than at 22°C. When our engineers set the shrinkage allowance, they used the conventional room temperature of 22°C-25°C as the thermodynamic baseline. Storing bottles long-term in a 40°C environment leads to this extra complete stress release, causing the bottle to generate additional shrinkage beyond the preset range.
Do not ignore this minor additional shrinkage. In a strict filling quality control system, a deviation of 1-2ml is enough to render an entire batch of products non-compliant. This is an invisible physical variable.
The direct solution to this type of problem is to improve the ventilation conditions of the warehouse. If the factory cannot install an air conditioning system, industrial exhaust fans must be installed to force air convection and lower the indoor environmental temperature. Do not stack produced empty bottles in a hot and stuffy factory building for a long time. If you build a factory in an extreme climate region, please inform the engineering team in the early stages of the project, and we will passively address specific environmental conditions by fine-tuning the mold's shrinkage allowance parameter.
5. Mold Cooling Efficiency: The decisive role of metal thermal conductivity in locking dimensions.
In production line evaluations, I have encountered equipment with unstable dimensions due to insufficient mold heat exchange capability. Unreasonable cooling water channel design or low thermal conductivity of mold steel causes the plastic to have a high temperature upon ejection. A bottle body ejected at a high temperature will experience uncontrollable secondary shrinkage. We ensure the fast freezing of dimensions by adopting high thermal conductivity alloy materials and optimized water channels.
A mold with low cooling efficiency causes the bottle to be ejected at a higher temperature state, triggering obvious secondary shrinkage in the air. In mold manufacturing, we standardize the use of highly thermally conductive 7075 aluminum or S136 stainless steel and design reasonable conformal water channels. Do not use conventional P20 steel with average thermal conductivity for high-speed production molds.
To control initial investment, a certain factory used a mold manufactured with conventional mid-to-low-end materials. Under the normal machine molding cycle, the surface temperature of the produced bottles was significantly high upon ejection, and the overall structure was soft. When the bottles were placed on the inspection table and contacted room temperature air, obvious inward shrinkage deformation occurred, causing the final stable capacity to deviate from the drawing's set value.
Analyzed from the perspective of industrial thermodynamics, this is a manifestation of the heat exchange failure of the mold cooling system. During the high-pressure molding stage of the blow molding process, high-pressure air tightly presses the high-temperature molten PET plastic against the inner wall of the mold cavity. At this time, the metal body of the mold acts as a heat exchanger. It must absorb and conduct away the thermal energy within the plastic in a very short cycle of 1-2 seconds, allowing the plastic temperature to rapidly drop below the glass transition temperature. This process is called "freezing and shaping" in manufacturing engineering.
The faster the shaping speed, the higher the macroscopic rigidity of the plastic. A cooling bottle wall with high rigidity can powerfully resist the shrinkage pull of internal stress, thereby effectively locking the initial physical dimensions imparted by the mold.
If the mold cooling efficiency is low, the plastic still accumulates a lot of heat energy inside when demolding. Once the plastic in a high-temperature state loses the physical constraint of the mold cavity, it will undergo uncontrolled inward shrinkage in the open environment.
To guarantee efficient heat exchange, we strictly execute two material and structural standards in mold engineering manufacturing. The first is water channel engineering design. Structural engineers process reasonable Conformal Cooling Channels at the optimal heat dissipation distance from the cavity surface to ensure the efficient circulation of industrial cold water. The second is the choice of core metal materials.
For blow molds requiring high dimensional stability, we do not recommend using conventional P20 tool steel. P20 has limited thermal conductivity and easily causes heat accumulation during continuous high-speed production. We specify the use of 7075 aviation-grade aluminum alloy or S136 pre-hardened stainless steel as core molding components. 7075 aluminum alloy possesses excellent thermal conductivity, capable of extremely fast physical heat transfer; S136 stainless steel ensures good thermal conductivity while having strong rust resistance against long-term flowing cold water.
Do not compromise on the material of the core mold. High-grade thermally conductive alloys are the hardware foundation to ensure the plastic ejects in a low-temperature hard state and to guarantee precise capacity compliance.
6. High-Pressure Hold Time: The direct impact of machine process parameters on capacity compliance.
During on-site workshop adjustments, I frequently find that operators arbitrarily lower the exhaust delay time to shorten the machine molding cycle. This violating operation causes the plastic to fail to fully contact the cold mold wall to complete heat conduction, directly triggering capacity shrinkage. Factory management must lock and monitor molding process parameters.
High-pressure blowing is responsible for forcefully pressing the PET against the cold mold wall to complete the final cooling and shaping. Exhausting too early (shortening the Exhaust delay parameter) to pursue molding speed causes the plastic to be forcibly ejected before fully cooling, leading to excessive physical shrinkage. The high-pressure hold time must be maintained above the standard 2.0 seconds. Do not arbitrarily change time settings.
When assisting factories in confirming process parameters, I notice that some equipment operators access the blow molding machine's system control panel to artificially compress time parameters. They usually forcibly modify the core parameter "High-pressure hold time" from the 2.0 seconds specified on the process card to a shorter value.
The machine's mechanical cycle action becomes faster, and the theoretical output rises. However, subsequent quality sampling results indicate that the capacity of the bottles produced in that batch exhibits widespread volume shrinkage, failing to meet process requirements.
We strictly prohibit operators from arbitrarily shortening the high-pressure hold time. This is not just a system number; it is a key heat transfer cycle that determines molding quality.
In the two-step stretch blow molding process, high-pressure blowing up to 30-40 Bar is responsible for the final wall-fitting molding. High-pressure gas generates immense mechanical thrust inside the bottle, pressing the hot plastic firmly against the cold cavity surface made of 7075 aluminum or S136 steel. The plastic requires this tight contact hold time to fully transfer its own heat to the metal mold and complete the cooling and freezing of the polymer structure.
A hold time set above 2.0 seconds ensures full heat transfer, causing the plastic to completely cool and harden, and the external dimensions to be forcibly locked by the mold wall. If the exhaust action is executed early, the internal pressure maintaining the plastic's wall contact disappears instantly. The plastic, not yet fully cooled, immediately detaches from the cavity wall. Forcing ejection at this point causes the plastic's own residual heat energy to result in significant natural shrinkage.
| System Set High-Pressure Hold Time | Physical Representation Status of Bottle at Ejection | Final Static Capacity Detection Result |
|---|---|---|
| 2.5 seconds | Structure is hard, surface is completely cooled. | Reaches target set capacity. |
| 1.5 seconds | Structure is slightly soft, surface has partial residual heat. | Unexpected capacity loss of 2-3ml occurs. |
| 0.5 seconds | Structure is extremely soft, obvious local deformation risks exist. | Severe shrinkage occurs, product judged as non-compliant. |
The blow molding process must strictly adhere to the laws of physical heat exchange. Please standardize your production site management and lock the core parameter modification permissions on the machine control panel. Ensure sufficient high-pressure hold time.
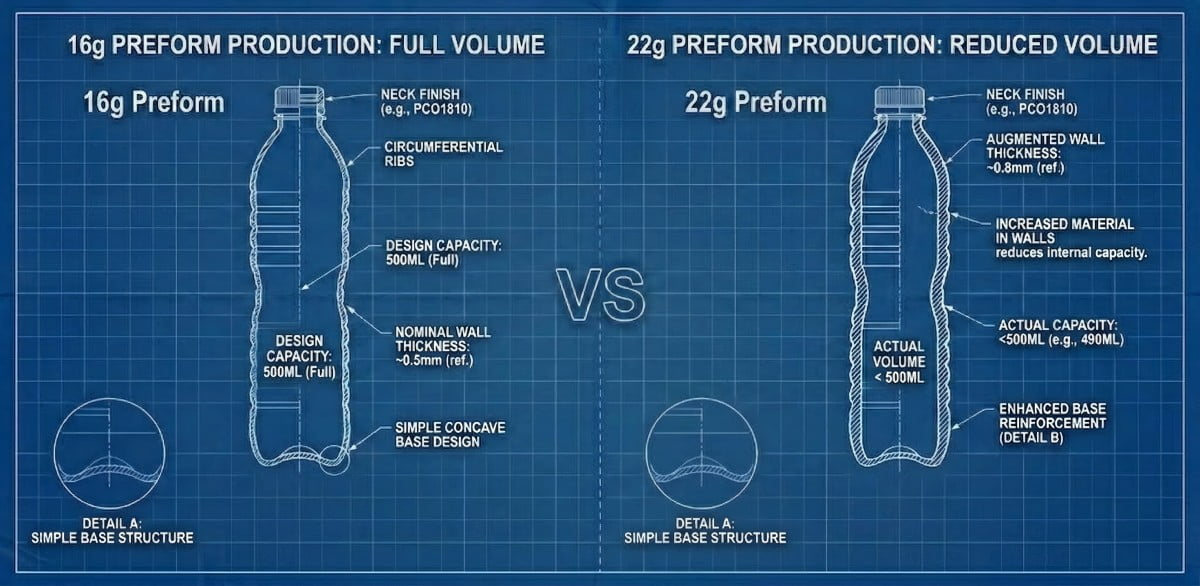
7. Preform Weight Impact: Why upgrading from 16g to 22g decreases your available capacity.
In handling customer complaints, I have encountered cases where directly using a heavier specification preform without engineering evaluation caused the available space inside the bottle to be physically squeezed. Increased plastic mass reversely reduces the liquid loading capacity. A volume displacement evaluation must be conducted before changing raw material specifications.
The rigid steel boundary of the mold cavity determines the absolute maximum external dimensions of the bottle. If you use heavier preform mold products in the existing mold, the extra plastic can only increase wall thickness inward. The density of PET is about 1.33 g/cm³, and every 1 gram of added plastic will reduce the available capacity by about 0.75 ml. Do not blindly increase molding weight.
We handled a dimensional abnormality feedback caused by a client privately changing raw material specifications. During the initial project development, the technical team confirmed a 500ml bottle design matching a 16g preform. After a month of stable production, the client reported that the actual capacity of the currently formed empty bottles dropped to 495.5ml, questioning the mold's dimensional stability.
After ruling out external variables like factory temperature fluctuations and machine parameter modifications, I asked the client to weigh the actual net weight of the currently formed empty bottles on the production line. The feedback data indicated an average empty bottle weight of 22 grams.
The root of the problem was the alteration of the raw material weight. To pursue a thicker bottle feel, the client purchased 22g specification preforms and fed them directly into the mold optimized for 16g for production. They ignored the basic principle of physical volume displacement.
The internal dimensions of a blow mold cavity are rigid and undeformable. During the blow molding process, even high-pressure air cannot break through the physical boundary of the metal. Therefore, the maximum external outline of the bottle after molding is absolutely locked.
Under this absolute physical premise of a fixed external volume, if more plastic resin mass is injected into the mold cavity, the excess material cannot expand outward. Its only physical destination is to thicken inward inside the bottle body. The thickened bottle wall directly encroaches on the internal space originally designed to contain the liquid product.
We can apply material physics formulas to calculate the specific capacity loss data. Under industry standards, the physical density of PET plastic is approximately 1.33 grams per cubic centimeter (g/cm³).
Calculated based on the volume formula, the solid volume of every 1 gram of PET plastic is about 0.75 milliliters (ml). Calculation process: 1 ÷ 1.33 ≈ 0.75.
The client increased the preform weight from 16g to 22g, adding 6 grams of solid plastic mass.
The resulting calculation for fluid capacity loss: 6 grams × 0.75 ml/gram = 4.5 ml.
This 6 grams of additional plastic squeezed 4.5ml of fluid accommodation space inward. The design originally strictly meeting the 500ml standard had its actual available water space compressed to 495.5ml. The physical dimensions of the mold itself did not shrink; it was the arbitrarily added material thickness that altered the internal available volume. Do not drastically change preform specification parameters without re-evaluating the mold design.
8. The "Golden Standard": Executing a scientifically rigorous capacity acceptance test process.
During business trips, I frequently observe quality control personnel use warm bottles fresh off the machine, combined with ordinary plastic measuring cups containing volume tolerances, for capacity inspections. This behavior, non-compliant with industrial measurement standards, leads to qualified molds being misjudged. The quality control department must execute standardized weighing test procedures.
Do not use hot bottles and plastic measuring cups with scale errors for capacity verification. Industrial standard mold acceptance procedures require: Place sampled empty bottles in a 22°C constant temperature environment to rest for 24 hours, inject 20°C pure water to the standard liquid level line, and perform weight measurement via a high-precision digital electronic scale. 1 gram of pure water is equivalent to 1 milliliter of volume. Do not use subjective visual inspection.
Some on-site quality control personnel are accustomed to directly taking freshly blown bottles that still retain residual heat from the conveyor belt, injecting tap water using ordinary graduated plastic measuring cups, and observing horizontally with the naked eye whether the liquid level reaches the scale mark to determine if the mold dimensions are qualified.
This non-standardized testing method possesses severe multiple errors. Firstly, the physical dimensions of the hot bottle are not yet stable, and the polymer's internal stress is in a state of continuous release. Secondly, the ordinary plastic measuring cup itself possesses volume manufacturing tolerances. Finally, visually observing the meniscus inevitably involves visual parallax. In the professional mold manufacturing system, we refuse to adopt this unscientific inspection method.
We require all clients to execute the universally recognized "Golden Standard" weighing test process when conducting final mold capacity acceptance.
Step 1: Obtain representative samples under stable machine conditions.
After starting the machine, let the blow molding machine run continuously for 30 minutes to ensure the mold water circulation temperature reaches thermodynamic equilibrium. Discard unstable products from the early startup period. Randomly extract 10 test samples from continuous batches running stably.
Step 2: Forcibly execute 24 hours of static storage.
Immediate water testing is strictly prohibited. Transfer the samples to a standard quality inspection room with the environmental temperature controlled at around 22°C. Leave them resting completely on the experiment table for a full 24 hours. Ensure the tensile stress inside the PET material is fully released, allowing the bottle dimensions to reach final stability.
Step 3: Prepare test liquid that meets physical standards.
Do not use hot water; hot water leads to secondary thermal deformation of the bottle body. Do not use ice water; water below ambient room temperature causes water droplets to condense on the bottle's outer wall, adding false weight during final weighing. Prepare an adequate amount of pure water with a stable temperature around 20°C.
Step 4: Calibrate a high-precision digital analytical balance.
Abandon the volume reading method and adopt the precise mass conversion method. Prepare an industrial-grade digital electronic scale with a precision of at least 0.1 grams. Place a dry sample empty bottle centrally on the scale pan, and press the "Tare" function to zero.
Step 5: Precise water injection and data conversion reading.
Slowly inject the 20°C pure water into the bottle until the water surface aligns perfectly with the standard liquid level line specified in the drawing. Read the mass data displayed by the electronic scale.
According to the physical density characteristics of water: Under standard atmospheric pressure at room temperature, the mass of 1 gram of pure water is exactly equivalent to the absolute volume of 1 milliliter (ml).
If the electronic scale displays a value of 500.0g, confirm that the actual available capacity of the sample is the standard 500.0ml.
This is the recognized capacity acceptance standard in the precision manufacturing industry. Please standardize your quality control process and support acceptance results with scientific weighing data.
5 Core Professional Answers About PET Bottle Capacity Shrinkage (FAQ)
Q1: Under current production technology, is there a process capable of achieving absolute 0% shrinkage for PET bottles?
No such process exists. The physical essence of stretch blow molding is forcibly altering the natural arrangement state of polymer molecular chains via external mechanical force. Once the external constraining force is removed, molecular chains in a high-energy state inevitably relax, seeking to return to their original state, which manifests macroscopically as volume shrinkage. All PET bottles experience a certain degree of volume reduction. The task of mold engineering is to calculate and establish a reasonable mold expansion allowance to offset this shrinkage amount.
Q2: Under identical processes, why is the shrinkage amount of a 1000ml bottle larger in absolute value than that of a 500ml bottle?
Shrinkage amount is a percentage calculation result based on the product's geometric dimensions. In mold design, if a comprehensive shrinkage rate of 1.5% is determined, then 1.5% of a 1000ml volume is an absolute volume reduction of 15ml; while 1.5% of a 500ml volume is 7.5ml. The larger the base volume, the more absolute capacity value is lost proportionally.
Q3: Will replacing the masterbatch formulation affect the previously set mold shrinkage rate?
It will have a tangible impact. Adding different colored masterbatches (Color Pigments) changes the material's absorption efficiency of radiant heat from infrared heating tubes. For example, high-concentration black PET absorbs heat extremely quickly, which causes a temperature difference in its true melt temperature when entering the blow mold compared to clear PET, thereby causing a shift in the final cooling shrinkage rate. Mold trials must be confirmed using the final determined material formulation prior to mass production.
Q4: If scientific testing after mold trials reveals the actual capacity fails to meet standards, can the steel mold still be dimensionally corrected?
It depends on the direction of the error. If the processed dimension of the mold cavity is too small (e.g., actual measurement after bottle stabilization is only 496ml), the factory can fine-tune and expand the internal volume through subsequent mold modification processes, which is controllable in engineering. However, if the initial processed dimension of the mold cavity is too large, re-adding metal material to the inner wall is extremely complex and damages the surface finish. Therefore, engineers generally lean towards adopting a conservative (smaller) initial allowance setting.
Q5: Does using aviation-grade aluminum alloy to manufacture the mold cavity provide substantial help in controlling the final shrinkage rate of the finished product?
It provides significant help. The highly graded 7075 aluminum possesses a thermal conductivity far exceeding that of conventional tool steels. Extremely high thermal conductivity means the aluminum alloy mold can extract the heat contained inside the plastic with extremely high efficiency, prompting the plastic to rapidly achieve a "freeze." This swift and thorough cooling process gives the bottle extremely high initial structural rigidity, enabling it to strongly resist the shrinkage pull of internal residual stress, thereby controlling the subsequent natural shrinkage amount within the minimum range.
Full Article Summary: Analysis of Key Factors Leading to Substandard PET Bottle Capacity
| Core Control Point Influencing Capacity | Physical or Process Manifestation Phenomenon | Professional Process Engineering Control Solution |
|---|---|---|
| Testing Acceptance Node Time Violation | Hot bottle molecular movement is active, dimensions are unstable, causing measured initial capacity data to be large and invalid. | Move sampled empty bottles to a room temperature environment, strictly rest for 24-48 hours until dimensions lock before executing weight testing. |
| Adopting Offline Delayed Filling Mode | Empty bottles are stored long-term without liquid support, and internal stress release reaches its physical peak. | Confirm production mode during the design phase. Offline production requires setting a large threshold (2.0%-2.5%) shrinkage allowance. |
| Warehouse Environment Lacks Temperature Control | High-temperature environments catalyze PET polymer molecular movement, causing actual shrinkage to deviate from the preset design allowance. | Standardize empty bottle warehouse physical management, keep environment ventilated and cool, recommended to control temperature within the 22°C-25°C range. |
| Mold Heat Exchange System Efficiency is Low | Inferior steel has poor thermal conductivity, causing plastic to fail to freeze instantly, ejecting at a high temperature and undergoing secondary shrinkage. | Standardize core mold materials, select high thermal conductivity 7075 aluminum alloy or S136 steel, and optimize engineering water channels. |
| Equipment Hold Time Cycle Artificially Insufficient | Violating by shortening exhaust delay time, hot plastic fails to fully contact the cold mold wall to complete heat conduction and ejects prematurely. | Strictly execute standard operating procedures, lock the equipment's high-pressure hold time parameter above a reasonable minimum limit. |
| Violating by Increasing Preform Molding Mass | Under the premise that the mold's external physical boundary is absolutely locked, increased resin material thickens inward, squeezing volume. | Before altering consumable weight specifications, a volume displacement technical evaluation must be executed (adding 1g material ≈ losing 0.75ml volume). |