I am Vivian, the founder of petmolder.com. I have 20 years of experience in PET mold manufacturing in Zhongshan, China. Cosmetic molds require higher standards than water bottle molds. Cosmetic bottles package expensive beauty liquids and require a very high surface finish. They must match various caps, including simple screw caps, mist sprayers, flip-top caps, and heavy lotion pumps. The thread dimensions must meet strict international standards. I always require my clients to send physical cap samples to our factory for a physical cap fit test. I saw a client from Thailand lose a large order in 2023 because their previous supplier cut the wrong thread dimensions, causing the bottles to leak. After this event, they came to us. We built their first correct mold, which passed inspection immediately. Now, they order new molds from us every month. Today, my technical team and I provide a detailed guide on the 400, 410, and 415 SPI standard neck finishes.
The title of this guide is "The Cosmetic Packaging Trap". You must understand the SPI international thread standards. A 24mm outer diameter does not guarantee a perfect assembly. The numbers 400, 410, and 415 define the exact thread turns and the neck height. You need a 410 finish for standard pumps and a 415 finish for tall pumps. You use a 400 finish only for simple flat caps. This guide explains these technical classifications and how to measure the T, E, I, and H dimensions.
1. The Just Match the Diameter Fallacy in Cosmetic Packaging
I heard from a client who lost $5000 because of poor thread matching before working with us. They ordered 24mm preforms and assembled 24mm lotion pumps. The pump left a 3mm gap above the bottle shoulder, and the liquid leaked. Understanding the SPI international standards prevents this failure.
The SPI standard classifies cosmetic necks to match different closures accurately. A 24mm outer diameter is just the starting point. The numbers 400, 410, and 415 define the exact thread turns and neck height. Specifying the full SPI code is mandatory.
Water bottles use one simple standard. Cosmetic bottles use many standards because they match many different dispensing mechanisms. A flat screw cap needs a short neck with fewer threads. A heavy lotion pump needs a tall neck with more threads. The tall neck absorbs the heavy pressing force. The Society of Plastics Industry (SPI) international standard defines these exact physical dimensions to ensure cross-compatibility between global suppliers.
When you custom order a 24mm preform mold, you must specify the exact type. You must choose 400, 410, or 415. The cosmetic pump features an internal thread. The PET preform features an external thread. These two threads must lock perfectly. The mechanical lock compresses the internal gasket. If you apply a long 24-410 pump onto a short 24-400 neck, the pump skirt hits the bottle shoulder early. The gasket remains uncompressed, and the bottle leaks.
To guarantee a perfect seal, you must provide the mold factory with the full SPI code. Furthermore, always send your physical cap samples to our factory. We rely on the actual caps to verify the final fit. We perform a physical assembly test before we ship the mold. Physical verification is a standard protocol in the high-end cosmetic packaging industry.
2. Decoding the SPI Neck Dimensions: T, E, I, and H
When a client sends us a new bottle design, our engineering team immediately analyzes the SPI specification block. The SPI standard relies on specific engineering letters to define the closure mechanism. Understanding these letters is the foundation of manufacturing a leak-proof cosmetic mold.
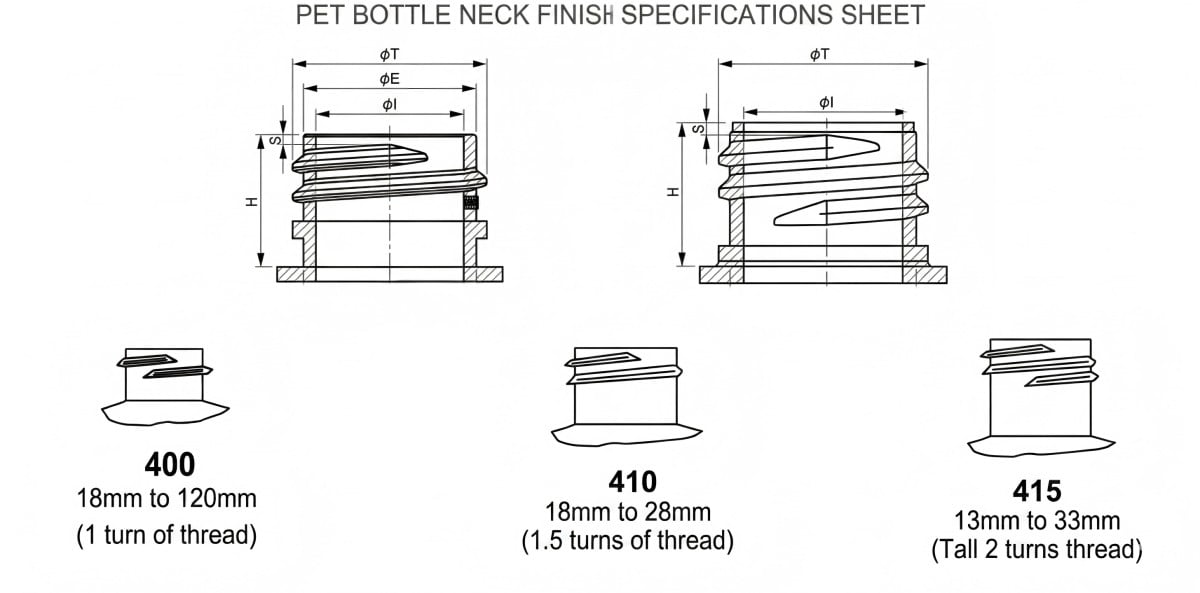
The SPI neck finish relies on four main dimensions. T is the Thread Outside Diameter. E is the Root Outer Diameter. I is the Inner Diameter. H is the total Height. You need all four dimensions to classify the correct international standard.
Every cosmetic bottle project starts with a precise 2D technical drawing. The SPI standard uses specific letters to control the physical space for the cap components. A lotion pump contains a dip tube, a glass ball valve, a spring, a rubber gasket, and an outer skirt. All these physical parts require precise dimensional clearances.
| Dimension Letter | Technical Definition | Mechanical Function |
|---|---|---|
| T (Thread Outside Diameter) | The maximum outside diameter of the thread. | Controls the peak friction with the cap internal threads. |
| E (Root Outer Diameter) | The outside diameter of the neck shaft, excluding the thread. | Defines the thread depth. |
| I (Inner Diameter) | The minimum internal opening of the bottle neck. | Controls the clearance for the pump dip tube and inner seal plug. |
| H (Height) | The distance from the top of the neck to the top of the shoulder bead. | Accommodates the vertical length of the pump skirt. |
The T dimension and the E dimension define the physical locking area. You subtract E from T and divide the result by two. This calculation provides the thread depth. If the thread depth is too shallow, the cap loses mechanical grip. The plastic deforms under application torque, and the cap strips.
The H dimension dictates the vertical space. The cap skirt possesses a specific vertical length. The H dimension must match this skirt length. If H is too tall, the assembly shows a visible gap. A visible gap compromises the cosmetic appearance. If H is too short, the skirt contacts the bottle shoulder prematurely. The threads fail to engage fully.
In our factory, we cut the mold cavity from S136 stainless steel. S136 stainless steel reaches HRC 48-52 after vacuum heat treatment. We program our high-precision CNC machines using the exact T, E, I, and H numbers. You must establish the correct SPI standard classification before we machine the steel.
3. The 400 Finish (1 Turn of Thread): Best for Simple Caps
I saw a packaging assembly line encounter high rejection rates when a buyer mismatched components. They used a 400 neck finish bottle for a high-torque lotion pump. The pump stripped the threads during the automated capping process. You must match the thread count to the correct cap type.
The 400 finish features exactly 1 turn of thread and a short H dimension. This standard consumes less plastic material. It works perfectly for simple screw caps. The 400 finish is not suitable for heavy dispensing pumps.
The 400 finish represents a specific industry classification designed for economy. A short neck requires less PET material, resulting in a lower preform weight. A lower preform weight reduces material costs in mass production. The 400 finish is standard on small hotel amenities and simple skincare toners. These bottles utilize flat screw caps without complex pump mechanisms.
The mechanical limitation of the 400 standard lies in its 1 turn of thread. One turn provides a limited surface area for thread engagement. The capping machine applies rotational force, known as application torque. A standard flat cap requires low application torque. A heavy lotion pump requires high application torque.
If a machine applies high torque to a 400 finish, the single thread fails. The vertical pressing force concentrates on a small plastic area. The thread undergoes elastic deformation and then plastic deformation. The threads strip, the cap spins freely, and the seal fails.
We optimize our injection molds for the 400 finish by utilizing Beryllium Copper inserts. Beryllium Copper transfers heat rapidly, cooling the hot PET plastic quickly. This accelerates the cycle time by 2 seconds and prevents shrinkage. If the thread shrinks, the T dimension decreases, causing a loose fit. We recommend the 400 finish strictly for lightweight closures.
4. The 410 Finish (1.5 Turns of Thread): The Industry Standard for Pumps
In our workshop, we produce millions of 410 preforms annually for global cosmetic brands. Buyers consistently seek a reliable, universal solution for lotion pumps and mist sprayers. The 410 finish provides optimal sealing performance and broad compatibility.
The 410 finish provides 1.5 turns of thread and a medium H dimension. It serves as the global standard for shampoo and body wash pumps. The extra half turn provides vital mechanical grip under continuous downward pressing.
The 410 finish acts as the primary standard in the cosmetic industry. 24-410 and 28-410 represent the most common commercial sizes. The "410" classification dictates 1.5 complete revolutions of the thread around the neck. This specific thread configuration fundamentally changes the mechanical stability of the closure system.
When a consumer operates a lotion pump, they generate downward vertical force. The 1.5 turns of thread resist this vertical force effectively. The extended thread distributes the load over a larger surface area compared to the 400 finish. The pump remains securely fastened over its lifespan. The internal gasket receives consistent 360-degree compression.
The H dimension of the 410 standard is taller than the 400 standard. This taller profile accommodates the longer skirt of a standard dispensing pump. The skirt conceals the internal pump mechanisms, maintaining a clean and professional appearance. The 410 finish ensures the skirt sits flush with the bottle shoulder.
We design our molds meticulously for the 410 finish. The hot runner system delivers the melted PET resin evenly. We control the injection pressure at 800 bar to force the plastic into the deep 410 thread cavities, ensuring sharp thread profiles. We utilize valve gates to eliminate the plastic preform tail, preventing defects in the subsequent PET blow mold stage.
5. The 415 Finish (Tall 2 Turns): High-Pressure and Heavy Dispensers
I observe industrial packaging projects where standard necks fail under extreme use. Clients attempt to mount heavy-duty pumps on standard 410 necks. The pumps wobble and detach. Upgrading to the 415 finish provides the necessary structural stability.
The 415 finish represents the tallest standard neck classification. It features 2 full turns of thread and supports extreme application torque. Engineers specify the 415 finish for tall, thin pump skirts and heavy industrial dispensers.
The 415 finish serves specialized, heavy-duty applications. You specify the 415 standard for large-volume dispensers and high-viscosity liquids. Thick liquids require strong internal pump springs, which in turn require significant pressing force from the user. The neck finish must absorb this high vertical force without deforming.
The 2 full turns of thread lock the heavy pump onto the bottle securely. The mechanical friction area is maximized. Automated capping machines can apply maximum torque without stripping the threads. The 415 finish provides the largest physical sealing area among the three standards.
The exceptionally tall H dimension introduces a specific manufacturing challenge. The preform neck is very long, requiring a correspondingly long mold core. Long mold cores are difficult to cool effectively. If the core retains too much heat, the inside of the preform neck deforms, altering the I dimension.
We resolve this thermal challenge utilizing bubbler cooling systems. A bubbler consists of a tube within a tube. Cold water flows up the center tube, and hot water flows down the outer gap. We circulate chilled water at 10 degrees Celsius to maintain a stable core temperature. Furthermore, we construct the mold base from high-grade 7075 aluminum to dissipate ambient heat rapidly.
6. The Inner Diameter (I) Trap: Why the pump tube gets stuck
I heard from a factory manager whose high-speed filling line halted for two days. Their previous mold supplier designed the preform wall too thick, resulting in an undersized I dimension. The pump components jammed during the automated assembly process.
Buyers frequently focus on the outside threads while overlooking the I dimension. The Inner Diameter is a critical specification. An undersized I dimension bends the pump dip tube, while an oversized I dimension compromises the inner seal plug.
The I dimension dictates the internal clearance of the bottle neck. Every cosmetic dispensing pump includes a dip tube to draw the liquid. During the automated filling and capping process, the dip tube must pass smoothly through the neck opening. If the I dimension is too tight, the tube strikes the plastic edge and bends. The pump fails to insert, the machine stops, and production efficiency drops.
Furthermore, many cosmetic pumps incorporate an inner seal plug. This plug extends beneath the flat gasket and enters the I dimension to create an interference fit. The plug is slightly larger than the internal hole, forcing its way in to create a secondary leak-proof barrier. If the I dimension is too large, the plug fits loosely, the secondary barrier fails, and liquid escapes.
We control the I dimension strictly using the mold core pin. The core pin forms the internal geometry of the preform. We machine the core pin on high-precision cylindrical grinders, maintaining a diameter tolerance of +/- 0.02mm.
A common industry defect is core shift. High injection pressure forces molten plastic into the cavity. If the core is long and thin, the pressure can deflect the core off-center. This results in uneven wall thickness and an oval-shaped I dimension. An oval opening cannot seal properly with a perfectly round plug. We implement mechanical taper locks in our molds to perfectly align the core pin and the cavity block, eliminating core shift and ensuring a perfectly circular I dimension.
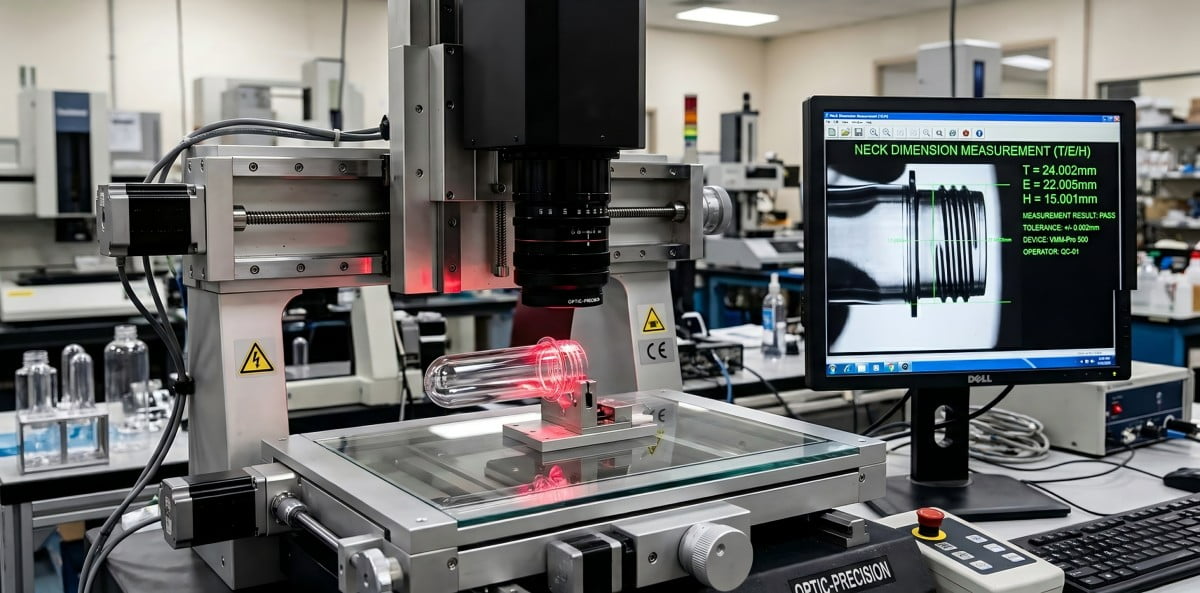
7. Tolerance Control: The crucial role of Vision Measuring Machines
In our QC laboratory, we recognize that manual measurement tools are insufficient for high-end cosmetic packaging. Manual calipers can compress the plastic threads during measurement, yielding inaccurate readings. We employ advanced optical equipment to verify dimensions objectively.
Leak prevention in cosmetic packaging requires strict tolerance control. T and E dimensions must remain within +/- 0.1mm. We utilize Vision Measuring Machines to scan the preform threads 360 degrees and verify compliance with the SPI standard.
Stringent quality control distinguishes professional mold manufacturers. The injection molding process involves intense heat and pressure. PET plastic shrinks as it cools, and this shrinkage rate requires precise management. We control mold cooling and injection pressure to achieve highly stable physical dimensions.
During production trials, we extract preform samples every two hours and transfer them to our temperature-controlled QC room, maintained at 22 degrees Celsius.
We analyze the preforms using a Vision Measuring Machine. This equipment utilizes a high-resolution camera and specialized lighting to cast a precise shadow of the thread profile. The integrated software calculates the exact T dimension, E dimension, thread pitch, and H dimension automatically.
| Inspection Method | Equipment | Accuracy | Human Error Risk |
|---|---|---|---|
| Manual | Digital Calipers | +/- 0.05mm | High (Compressing plastic) |
| Optical | Profile Projector | +/- 0.01mm | Medium (Manual alignment) |
| Automated | Vision Measuring Machine | +/- 0.002mm | Zero (Software calculation) |
The Vision Measuring Machine also assesses thread ovality by measuring the T dimension across multiple axes. If the variance between the maximum and minimum T dimensions exceeds the tolerance, we reject the trial batch and calibrate the mold cooling parameters. Professional procurement relies on Vision Measuring Machine reports to guarantee SPI standard compliance.
8. The FAT Protocol: Cap Fit and Torque Verification
I advise all B2B buyers to mandate physical assembly tests before accepting a mold. Theoretical dimensions on paper require physical validation. The factory must demonstrate that the mold functions flawlessly with the actual production caps.
The FAT (Factory Acceptance Test) protocol is mandatory. Buyers must provide actual cosmetic caps to the mold manufacturer. We perform physical Cap Fit Tests, measure release torque, and conduct vacuum leak tests.
Plastic caps exhibit their own shrinkage rates and manufacturing tolerances. Simultaneously, the preform mold possesses its own dimensional tolerances. Occasionally, these tolerances accumulate unfavorably (e.g., maximum preform dimension meeting minimum cap dimension), preventing proper assembly.
Therefore, we require clients to send 50 physical cap samples to our facility.
During the FAT, we mold 50 preforms, blow them into bottles, and fill them with colored water. We utilize an automated torque tester to apply the caps, recording the application torque. Subsequently, the machine opens the caps, recording the release torque. The release torque indicates the functional friction between the threads. Low release torque risks the cap loosening during transit, while excessive release torque prevents the consumer from opening the product.
Following the torque verification, we conduct a vacuum leak test. We submerge the sealed bottles in a water-filled vacuum chamber and draw a vacuum of -0.06 MPa. This creates a higher pressure inside the bottle relative to the chamber. If the thread seal is compromised, internal air escapes past the gasket, forming visible bubbles in the water. A single bubble constitutes a failure, prompting us to modify the S136 steel cavity. We document the torque and vacuum tests via video, providing the client with undeniable physical proof of SPI standard compliance.
5 Frequently Asked Questions (FAQ)
FAQ 1: Can I use a 24-410 pump on a 24-400 PET bottle?
You cannot mix these standards. While the T outer diameter is identical, the 24-410 pump features a long skirt, and the 24-400 bottle features a short neck. The pump skirt contacts the bottle shoulder before the internal gasket compresses. The threads engage, but the seal fails, resulting in leakage.
FAQ 2: What do the numbers mean in a 28-410 neck finish?
The first number, 28, denotes the nominal outside diameter in millimeters, specifically the maximum thread outer diameter (T dimension). The second number, 410, is the SPI standard code dictating the neck height (H), thread pitch, and the specific number of thread turns (1.5 turns).
FAQ 3: Why do heavy lotion pumps occasionally strip the threads on cosmetic bottles?
This typically occurs due to two factors. First, applying a high-torque lotion pump to a 400 finish bottle; the single turn of thread cannot sustain the mechanical force. Second, inadequate mold cooling causes excessive PET shrinkage, reducing the T dimension below the standard and compromising the thread engagement depth.
FAQ 4: Why is the 'I' dimension (Inner Diameter) critical for cosmetic packaging?
The I dimension controls the central clearance for pump components. If the mold core is oversized, the resulting I dimension is undersized, causing the pump's dip tube to bend and jam automated filling lines. Conversely, an oversized I dimension prevents the pump's inner seal plug from achieving a tight interference fit, leading to leakage.
FAQ 5: How do professional mold manufacturers guarantee compliance with SPI cosmetic standards?
We machine the mold steel based strictly on SPI engineering blueprints. During trials, we utilize Vision Measuring Machines to verify the T, E, and H dimensions to a 0.01mm accuracy. Ultimately, we require the client to provide physical production caps to execute automated torque tests and vacuum leak tests prior to mold shipment.
Summary Table: SPI Standard Neck Finishes
| Specification Category | 400 Finish | 410 Finish | 415 Finish | Technical Control Points |
|---|---|---|---|---|
| Thread Turns | 1 turn | 1.5 turns | 2 turns | Thread depth (T minus E) dictates mechanical grip. |
| Height (H) | Short | Medium | Tall | Matches the length of the cap skirt to prevent visible gaps. |
| Best Application | Screw caps, simple flip-tops | Lotion pumps, mist sprayers | Heavy industrial dispensers | High application torque requires increased thread turns. |
| Leak Risk Profile | High with heavy pumps | Low (Industry Standard) | Very Low | Vacuum leak tests require tightly compressed internal gaskets. |
| Mold Manufacturing | Standard cycle time | Precise hot runner gating | Complex core cooling | Beryllium Copper and 7075 aluminum manage thermal shrinkage. |