Just this morning, I opened an email from a new client in Brazil. He is an entrepreneur entering the beverage industry for the first time and is planning to launch a premium water brand with 300ml, 550ml, and 750ml bottles. However, he was completely confused by the chaotic world of preform neck finishes. He saw "29/25," "30/25," "PCO 1810," and "1881" on various spec sheets and didn't know where to start.
He asked me, "Vivian, 29/25 is lighter and cheaper, so I should definitely choose that, right?"
I asked him a crucial question: "Do you have your own filling line, or are you using a co-packer (OEM factory)?" He replied that he was outsourcing production to a local factory to start. I immediately told him to stop looking at the price of the preform and look at the co-packer's equipment.
"If your OEM factory's blowing machine mandrels and filling valves are designed for the older 30/25 standard, you must use 30/25. If you insist on the cheaper 29/25 preform, you will have to pay for the factory to re-tool their entire line. That tooling cost will be ten times higher than the resin savings you might make in the first year."
This story highlights the golden rule of neck finish selection: It is not just about the bottle; it is about the compatibility of the entire supply chain. Today, I will guide you through the technical jungle of PET preform standards so you can make the right decision for your product and your budget.
Carbonated Drinks: The Cost Evolution from PCO 1810 to PCO 1881
If you are bottling sparkling water, soda, or carbonated energy drinks, your bottle neck is a high-pressure safety valve. It must hold back up to 4.0 volumes of CO2 gas without blowing the cap off. For decades, the industry standard was PCO 1810.
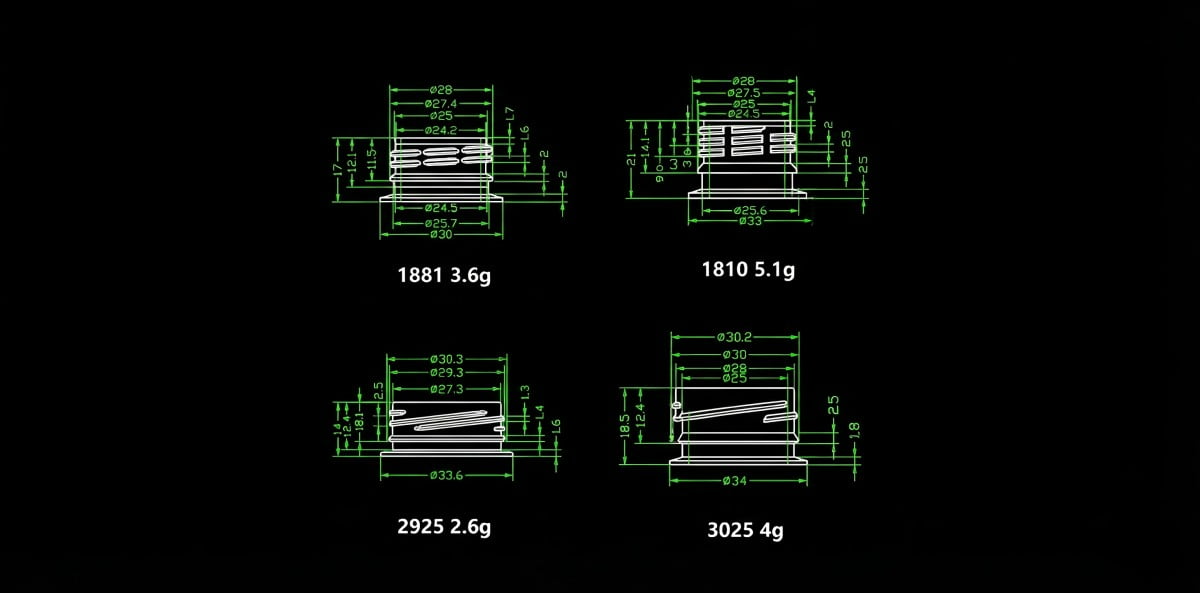
PCO 1810 is the "Tall Neck." It is incredibly robust, easy to mold, and very forgiving on older capping machines. However, it is heavy. A typical PCO 1810 neck finish weighs about 5.0 to 5.5 grams.
In the mid-2000s, the large beverage giants (Coke, Pepsi) wanted to cut costs. They developed PCO 1881, the "Short Neck." It performs the exact same function but is shorter and weighs only about 3.8 grams.
You must calculate your raw material costs carefully.
- PCO 1810: Weight ~5.1g. Good for small factories with older machines.
- PCO 1881: Weight ~3.8g. Savings = 1.3g per bottle.
If you produce 50 million bottles a year, switching to 1881 saves you 65,000 kg of resin. At $1.50/kg, that is $97,500 in pure profit annually.
My Verdict: If you are building a new factory, absolutely choose PCO 1881. If you are a small startup using second-hand machines, check what the machine is set up for. Converting a machine from 1810 to 1881 is expensive, so sticking with 1810 might be cheaper in the short term until your volume increases.
Still Water: Why choose the "Low Profile" 29/25 over the older 30/25?
Still water (non-carbonated) does not need to hold pressure. Therefore, the long, deep threads of the carbonated PCO standards are unnecessary waste. The water industry developed specific "short neck" standards to save plastic.
The 30/25 standard was the king of water bottles for a long time. The "30" refers to the inner diameter (30mm) and the "25" refers to the thread diameter. It is a high-neck design.
The 29/25 standard is the modern evolution. It is often called the "Low Profile" neck. It is significantly shorter and uses a thinner wall section.
For the bottled water industry, margins are razor-thin. The weight difference between a 30/25 neck (approx. 3.0g) and a 29/25 neck (approx. 1.3g to 1.6g) is massive.
- The Trend: Almost all new high-speed water lines are moving to 29/25.
- The Trap: As I told my Brazilian client, you cannot put a 29/25 preform on a machine set up for 30/25. The heating spindles will not fit, and the filling nozzles will leak. Always match your existing infrastructure. But if you have the choice, 29/25 is the future of profitability.
Hot Fill Juices: Why Standard 28mm Necks deform and why you need "Crystallization"
I often see a disaster scenario with new clients: They want to bottle hot tea or pasteurized juice at 85°C. They buy standard transparent PCO 1810 preforms because they are cheap.
Result: The moment the hot liquid hits the bottle, the neck turns into an oval shape, the cap pops loose, and the product leaks everywhere.
The Science:
Standard PET has a Glass Transition Temperature (Tg) of roughly 75°C. Above this temperature, the plastic becomes soft. Since the neck is the only part of the bottle that is not stretched (and therefore not strengthened) during blowing, it is the weakest link thermally.
If your filling temperature is above 85°C, you cannot use a clear neck. You need a Crystallized Neck.
During the preform injection molding process, the neck area is heated and slowly cooled to turn the amorphous PET into a crystalline structure. This turns the neck white and opaque. This "white neck" can withstand temperatures up to 90°C without deforming.
Spec Recommendation: Ask for "PCO 1810 Heat Resistant (Crystallized)" or "38mm Hot Fill." Do not compromise on this, or your production line will be a mess of leaking bottles.
Dairy & Pulpy Drinks: The "Glug-Free" advantage of the 38mm Wide Mouth
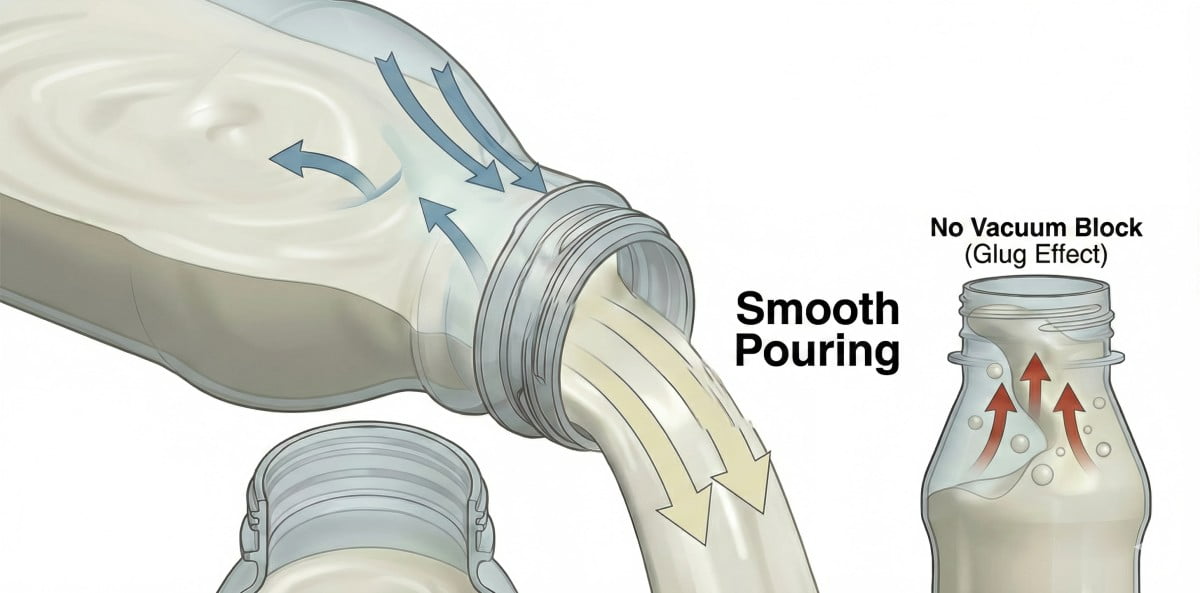
Have you ever tried to drink thick yogurt or orange juice with pulp from a standard soda bottle? It’s frustrating. The liquid stops, then rushes out, then stops again. This is the "Glug Effect."
Standard 28mm necks are too narrow for viscous liquids. The air cannot enter the bottle at the same time the liquid is trying to leave. A vacuum forms, stopping the flow.
For liquid dairy (yogurt drinks), smoothies, or juices with aloe vera/pulp, you must upgrade to a 38mm Wide Mouth finish.
- 38mm 3-Start: This is common for dairy. The "3-start" means there are three separate thread leads, allowing the cap to be removed with a quick 1/4 turn.
- 38mm 2-Start: Often used for juices.
The wider opening allows air to flow back into the bottle over the stream of liquid, providing a smooth, continuous pour. It also improves the consumer experience by making it easier to drink from the bottle.
Edible Oil: The essential difference between CTS (Snap-on) and Screw Necks
Edible oil presents a unique physics problem: Lubrication.
If you use a standard screw thread for cooking oil, the oil will inevitably drip onto the threads during use. The oil acts as a lubricant. Over time, this can cause the screw cap to "back off" or loosen by itself due to vibration during transport.
This is why many high-volume oil producers (1L to 5L) use Snap-on (Press Fit) necks or specific oil standards like CTS (Copper-Turk-Strauss).
Instead of screwing on, the cap is pushed on by a vertical machine. The neck finish has a specific locking bead (ring) rather than a spiral thread. Inside the cap, there are usually flow-control fins to prevent the "glug" effect and drip-return features.
Critical Warning: For oil, never build the mold first. Select your cap supplier first. The mold must be built to fit the specific snap-bead geometry of the cap you intend to use. A standard screw cap on an oil bottle often feels "cheap" and messy to the consumer.
Cosmetics & Hand Wash: Understanding the 24/410 and 28/410 "Pump" Standards
If you are expanding from beverages into hand sanitizers, shampoos, or lotions, forget everything you know about PCO standards. The cosmetic industry uses the SPI (Society of the Plastics Industry) standard.
You will see codes like 24/410, 24/415, or 28/410.
- The first number (24/28): The outer diameter of the threads in millimeters.
- The second number (410/415): The thread style. "410" usually means 1.5 thread turns. "415" means 2 thread turns (a taller neck).
A PCO 1810 beverage cap looks like a 28mm cosmetic cap, but they are not compatible. The thread pitch (distance between threads) is different. If you try to screw a soap pump onto a soda preform, it will jam or leak.
If your product uses a pump dispenser or a flip-top sprayer, you must demand the SPI standard mold drawing from your supplier. Do not accept a "modified beverage mold."
5-Gallon (19L): Why the 55mm Neck requires special "Thick Wall" molding
The 5-Gallon (19 Liter) water cooler bottle is the heavyweight champion of the industry. The standard neck finish is 55mm Press-Fit.
However, unlike a small 500ml bottle, the neck of a 5-Gallon bottle is a structural load-bearing component. When a delivery driver throws a full 19kg bottle onto a truck, or when it is inverted onto a water cooler, the neck takes immense stress.
I often see factories trying to save money by reducing the weight of the 5-Gallon preform neck. This is dangerous.
The 55mm neck requires Thick Wall Molding. The wall thickness of the neck should be substantial to prevent cracking during the "Drop Test." If the neck cracks, 19 liters of water will flood your customer's office.
Furthermore, the neck must be perfectly round. If it is slightly oval due to poor cooling in the mold, the cap will not seal, and the bottle will leak air, causing the water cooler to overflow. For 5-Gallon molds, prioritize durability over lightweighting.
The "Golden Sample" Rule: Why you must send us your caps before mold design
This is the most important section of this entire guide. It is how you avoid the disaster my Brazilian client almost faced.
You might think that "PCO 1881" is a universal standard. In theory, it is. In reality, every cap manufacturer has slightly different Tolerances. A cap made in Germany might fit tighter than a cap made in China, even if both are "1881."
Furthermore, plastic shrinks. Different masterbatches (colors) shrink differently.
Vivian's "Golden Sample" Rule:
Before we cut a single piece of steel for your preform mold, I require you to courier 20 pieces of the exact caps you intend to use to my factory.
Why?
- Torque Testing: We measure the torque required to open and close the cap.
- Leak Testing: We build a pilot cavity to test if that specific cap seals perfectly with our steel dimensions.
- Shrinkage Compensation: We adjust the mold steel dimensions to compensate for the specific shrinkage of your cap material.
Do not rely on a PDF drawing of a cap. Drawings are theoretical; plastic is real. Sending physical caps costs $50 in shipping but saves you $20,000 in a mold that doesn't seal.
FAQs
Q1: Can I change the neck finish of my preform mold by just changing an insert?
A: Yes, in most high-quality molds, the "Neck Ring" is a separate insert. You can change from PCO 1810 to 1881 by swapping the neck rings and core pins. However, you must check if the new neck height fits your injection machine's stack height and if your hot runner system is compatible with the new weight.
Q2: My hot fill bottle leaks only after it cools down. Why?
A: This is called the "Vacuum Effect." Hot liquid expands. When it cools, it contracts, creating a vacuum inside the bottle. If your bottle panels are not designed to flex (vacuum panels) or if your cap liner is not soft enough, the vacuum will pull air in through the threads, causing a seal failure. You need a specialized vacuum-absorbing bottle design.
Q3: How do I know if my water bottle is 29/25 or 30/25? They look the same.
A: Measure the height from the neck support ring (the ring that sits on the mold) to the very top of the bottle.
- 30/25: Height is approx 16.8mm - 17mm.
- 29/25: Height is approx 12.6mm - 13mm.
It is a small difference, but the caps are not interchangeable.
Q4: Can I use PCO 1881 for sparkling water?
A: Yes, absolutely. PCO 1881 was designed specifically for carbonated beverages (CSD). It can handle high internal pressure just as well as the older 1810, provided the preform quality is good.
Q5: Why do oil bottles sometimes use handles, and how does that affect the neck?
A: Large oil bottles (3L-5L) often have side handles. These are usually made on specialized machines where the handle is inserted into the mold during blowing. The neck finish for these large bottles is often wider (like 38mm or 48mm) to support the heavier pour and to allow for faster filling speeds.
Summary of Common Neck Finishes
| Neck Standard | Typical Application | Key Feature | Vivian's Notes |
|---|---|---|---|
| PCO 1810 | Carbonated Drinks, Juice | Tall, Robust, Heavy (~5g) | Good for older machines and high reliability. |
| PCO 1881 | Carbonated Drinks, Water | Short, Light (~3.8g) | The global standard for cost savings. |
| 30/25 | Still Water | High Profile | Legacy water standard. Being replaced by 29/25. |
| 29/25 | Still Water | Low Profile, Light | The lightest option for maximum profit on water. |
| 38mm | Dairy, Juice with Pulp | Wide Mouth | Prevents "glug" effect. Essential for thick liquids. |
| 28/410 (SPI) | Soap, Cosmetics | Pump/Sprayer Compatible | Do not confuse with beverage necks! |
| 55mm | 5 Gallon (19L) | Press-fit, Heavy duty | Needs thick walls to survive drop tests. |
If you are preparing to develop a new bottle shape or are confused about upgrading neck standards on an existing line, do not guess blindly. If you have any requirements regarding neck finish matching or mold design, please contact Vivian and her technical team at petmold.com. We will provide you with a professional engineering assessment to ensure your bottle and cap fit perfectly.


