Hello. I am Vivian. I work in a factory in Zhongshan, China. I have 20 years of experience. We make molds. Large edible oil bottles are very hard to make. A recent project from a Vietnamese client perfectly illustrates this challenge. He owned a plastic factory. He made small water bottles before. Last year, he added large edible oil bottles to his product line. He encountered many production problems. He searched Google and found my team. He asked us for help. We gave him professional engineering advice. Today, we share this experience. We explain square bottle design and production issues.
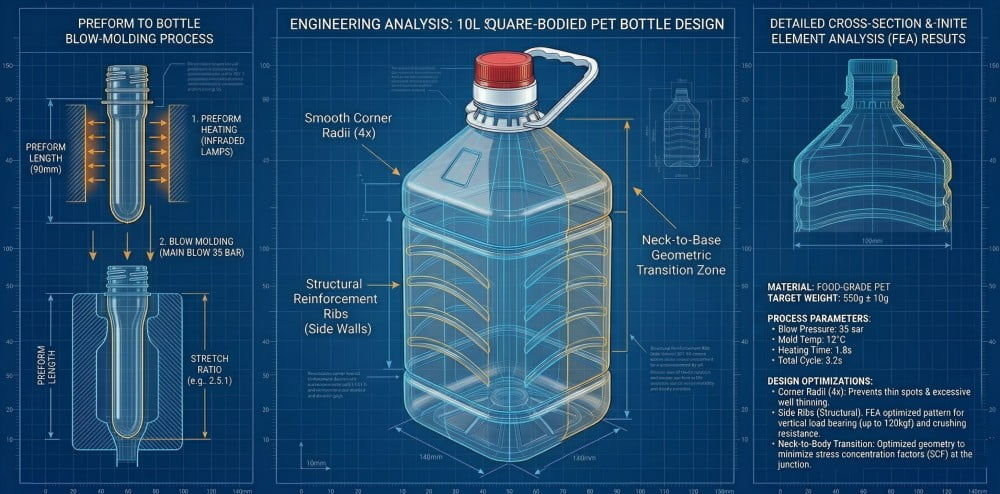
Square PET bottles for edible oil fail because extreme diagonal stretch ratios thin the plastic corners. You must solve this with corner radii optimization, 0.05mm micro-vents, and structural ribs. Engineers use FEA software and precise CNC machining to handle base mold transitions. A good PET blow mold stops base blowouts. You must test production sample bottles with diagonal thickness mapping to guarantee a minimum 0.15mm wall thickness.
The Geometry Conflict: Why square PET bottles defy natural expansion.
Problem: Square bottle designs stretch plastic poorly. Agitation: The deep corners become too thin and break during transport. Solution: We study the core geometry conflict to design better molds and save money.
N.C. Lee states PET material prefers spherical shapes under high pressure. Square molds force extreme diagonal stretch ratios. The distance to straight walls and corners is different. This physical conflict causes severe defects. Engineers must calculate stretch ratios accurately to prevent bottle failure and material waste.
I heard from my Vietnamese client about severe corner thinning. He bought a standard preform mold from a cheap factory, but his square bottles failed. Don't ignore physics. This is a mistake. We follow N.C. Lee. He is a polymer physics expert. He explains Biaxial Orientation in his books. We heat the PET preform. We blow high-pressure gas inside. The PET material stretches in two directions. The natural shape is a perfect sphere. The natural shape is a perfect cylinder. A square mold stops this natural shape.
The radial distance to the corner is long. The radial distance to the flat wall is short. This creates an extreme Diagonal Stretch Ratio. The plastic hits the flat side first. The plastic cools down. The remaining plastic must stretch into the deep corners. It stretches too much. The material becomes very thin. This is a physical fact. High stretch ratios thin the material. We use 7075 aluminum for the mold body. We use S136 stainless steel for the mold neck. Strong steel does not fix bad geometry. The geometry conflict needs mechanical compensation.
We must control the stretching process. We design the mold to guide the plastic flow. We slow down the plastic at the flat walls. We push more plastic to the corners. We cannot change physical laws. We can only guide the material. Bad mold makers ignore this. They cut simple square holes in steel blocks. Stop buying this type of mold. You will waste raw material. You will waste machine time. You need a professional factory service.
The Failure Mode: Corner thinning and drop test shattering.
Problem: Heavy oil bottles break during factory drop tests. Agitation: Lost liquid costs factories thousands of dollars every day. Solution: We identify the failure modes and fix the base profile geometry.
A high diagonal stretch ratio causes severe corner thinning in square bottles. When local thickness drops below a critical point, heavy edible oil bottles experience shattering during drop tests. Bad base profile transitions also cause gas leaks. This results in a base blowout during the blow molding stage.
I saw a client lose $5000 in one day because his old supplier used a bad mold design. The bottles failed the drop test. Don't accept weak corner designs. This is a mistake. Heavy bottles hold a lot of liquid. Five liters of oil is very heavy. The bottle needs strong corners to support the weight. Extreme stretch ratios cause corner thinning. The four 90-degree corners become too thin. They lose mechanical strength.
A drop test checks the bottle strength. We drop the full bottle from a high table. We drop it hard on the floor. If the corner is thin, shattering happens. The corner breaks instantly. The oil spills everywhere. This is a bad result.
Base blowout is another failure mode. This happens inside the blow molding machine. The base mold needs a smooth transition. The preform is round. The bottle base is square. If the transition geometry is bad, high-pressure gas leaks. The gas pushes the mold halves open. The hot plastic breaks. We call this a base blowout. It causes machine downtime. It wastes time. It damages mold steel. Stop using bad base mold designs. We must calculate the transition angles perfectly.
Mold Design Strategy 1: Corner Radii Optimization (R-Values).
Problem: Sharp 90-degree corners rip the hot PET plastic. Agitation: Factories waste costly resin on broken bottle corners. Solution: We use Corner Radii Optimization to guide the plastic safely.
Top equipment brands like Sidel and Krones strictly prohibit absolute 90-degree dead corners in PET packaging design guidelines. Engineers must perform Corner Radii Optimization during the CNC machining drawing stage. Larger R-values create smooth transition zones. This guides the PET material smoothly into corners and prevents extreme stretching.
I often receive bottle design drawings from clients. Cheap suppliers made these drawings. They have sharp corners. Don't accept this design. This is a mistake. We follow the Sidel and Krones PET Packaging Design Guidelines. These are top equipment brands in the world. Their guidelines say sharp corners fail. We use Corner Radii Optimization. We increase the R-value of the corner. The R-value is the radius of the corner arc.
A larger R-value makes a smooth curve. A small R-value makes a sharp point. The PET material slides into the smooth curve. It does not stretch too much. It does not tear. We use precision CNC machines to cut the mold steel. We program the CNC machine to cut exact R-values. We confirm this in the engineering drawing stage. We do not guess.
| Bottle Capacity | Minimum Corner R-Value | Risk if R-Value is too small |
|---|---|---|
| 1L Square Oil | R 8.0 mm | Moderate corner thinning |
| 3L Square Oil | R 12.0 mm | High probability of shattering |
| 5L Square Oil | R 15.0 mm | Guaranteed corner failure |
We test different R-values. R 15.0 mm is very safe for a 5L bottle. It saves plastic. It makes the bottle stronger. Bad factories use small R-values to make the bottle look sharp. Stop doing this. A sharp look is not worth a broken bottle. We want good bottles. We want safe bottles.
Mold Design Strategy 2: Micro-Venting in Deep Extremities.
Problem: Hot air gets trapped in deep mold corners. Agitation: The plastic cannot touch the cold steel to form properly. Solution: We cut micro-vents to release the hot air fast.
High-speed forming traps air in deep square extremities. This powerful air cushion prevents PET from touching the mold. Top mold designs require Micro-vents. Engineers cut vents on the parting line and bottom corners. The depth is strictly 0.05mm to 0.08mm. This releases air and prevents sharp parting line steps.
I frequently see clients bring molds from cheap factories that have zero micro-vents. The bottle corners are round and ugly. Trapped air causes this. Stop ignoring fluid dynamics. This is a mistake. High-speed forming pushes air into the deep corners. The blowing process takes less than 2 seconds. The air has nowhere to go. It makes an air cushion. The air exerts a strong reaction force against the hot PET. The PET cannot touch the cold mold wall. The bottle shape is very bad.
We cut micro-vents to solve this problem. We follow fluid dynamics standards. We cut slots on the mold parting line. We cut slots in the four bottom corners. The depth is very important. It must be very accurate. The depth must be 0.05mm to 0.08mm. We use precision tools to measure it.
If the slot is too deep, hot plastic squeezes inside the gap. This forms a poor and sharp parting line step. It looks bad. It cuts the worker's hands. 0.05mm is a very safe depth. It lets the air out fast. It keeps the plastic inside the cavity. The plastic touches the cold steel smoothly. The plastic cools down quickly. The production cycle is 2 seconds faster. Fast production saves a lot of money.
Mold Design Strategy 3: Structural Ribs and Vacuum Panels.
Problem: Large flat walls bend under heavy warehouse loads. Agitation: Stacked oil bottles collapse and ruin the inventory. Solution: We add structural ribs and vacuum panels to the mold.
Large flat side walls on rectangular edible oil bottles lack mechanical rigidity. They buckle under top-load pressure. Engineers use Finite Element Analysis (FEA) to locate weak zones. Mold cavity designs must include calculated structural ribs or vacuum panels. These physical angles increase the longitudinal section modulus.
I heard from a client that their square bottles collapsed under warehouse load pressure. Don't buy flat wall designs without structural support. This is a mistake. We use Finite Element Analysis (FEA). FEA is a computer simulation tool. We simulate the physical stress on the bottle in the software. We do these simulation tests before we cut the S136 stainless steel.
Huge flat side walls are very weak. They have no mechanical rigidity. Top-load is the downward weight from stacked boxes. Heavy oil bottles stack on top of each other in the warehouse. The weak flat side walls experience severe buckling deformation under the top-load. FEA software shows us the weak zones in red. It also shows us the strong zones in blue.
| Design Element | Function | Placement Location |
|---|---|---|
| Structural Ribs | Increase vertical rigidity | Flat side walls |
| Vacuum Panels | Absorb internal pressure changes | Center of large flat faces |
| Stepped Shoulders | Improve top-load resistance | Bottle neck base |
FEA shows us the exact placement for structural ribs. Ribs are indented lines on the plastic wall. They increase vertical strength. We also use vacuum panels. These are large recessed areas. Hot oil cools down and shrinks. The vacuum panel absorbs this volume change. The bottle will not deform.
Ribs and panels create physical angles in the plastic. Physical angles increase the longitudinal section modulus. They compensate for the rigidity loss caused by material thinning. The bottle becomes very strong. It survives the high-pressure stacking in the warehouse.
Base Profile Engineering: Bridging the round neck to square body.
Problem: The round neck must connect to a square base. Agitation: Bad base geometry causes weak bottoms and machine downtime. Solution: We calibrate the base profile and improve CNC tolerance.
Square bottle base structures are highly complex. They must execute a geometric transition from a cylindrical neck to a square bottom. The base mold needs deep push-up clearance and a star-shaped anti-pressure structure. Rotary blow molding machines require extreme CNC tolerance on the base parting surface. Small gaps cause instant base blowouts.
In mold engineering, base mold machining requires extreme precision. The preform neck is perfectly round, but the final bottle base is square. The plastic must change its geometric shape drastically during blow molding. Our engineers use strict CNC calculation to handle this difficult transition.
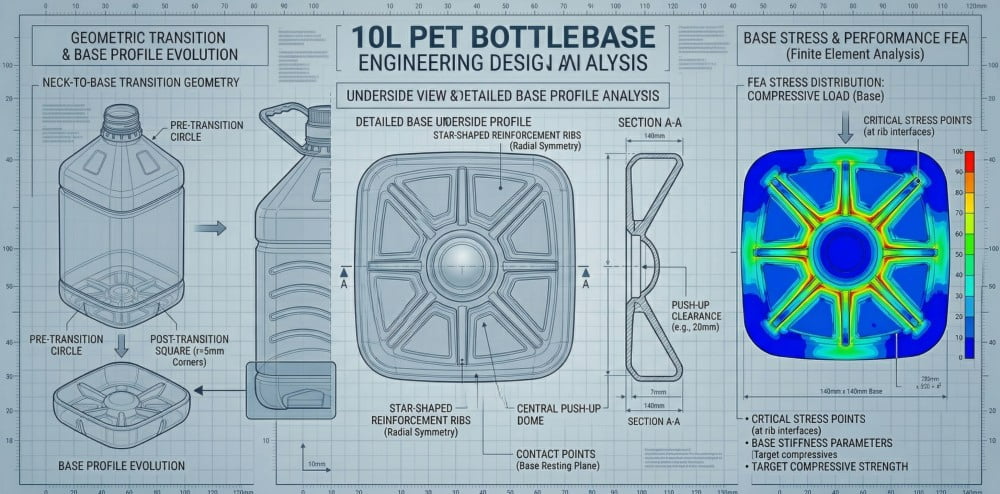
We design a deep push-up clearance. This is the central dome structure of the base. We push it high inside the bottle. We add a star-shaped anti-pressure structure. This shape handles the heavy edible oil weight. Many large factories use high-speed rotary machines. These machines spin very fast. They apply asymmetric lateral forces to the mold.
The base mold parting surface needs strict CNC tolerance. We machine the steel to an extremely precise level. If the tolerance is bad, a microscopic gap appears between the mold halves during closing. The lateral force pulls the mold halves apart. High pressure escapes instantly through the gap. This directly causes a base blowout. Stop using cheap mold makers. Rotary machines need extreme CNC tolerance. Perfect tolerance stops base blowouts.
Processing Synergy: Matching the mold with two-step pre-blow.
Problem: A perfect mold needs perfect machine parameter settings. Agitation: Wrong blow pressure ruins the bottle corners instantly. Solution: We match the mold with two-step pre-blow parameters.
Excellent square bottle molds require perfect processing synergy. Blow molding machines must use two-step pre-blow parameters. Slow and precise early air pressure guides hot PET material into diagonal zones first. Finally, a 40 Bar main blow compacts the details into the micro-vented mold cavity.
Last month, I heard a client produced bad bottles with a good mold because their machine operator used wrong settings. Don't blame the mold for bad process parameters. This is a mistake. The mold and the machine must work together. We call this processing synergy.
Square bottles need two-step pre-blow. Do not use one large blow at once. The machine must blow a little air first. We call this pre-blow. This early air must be slow. This early air must be precise. It guides the hot PET material to move into the deep corners first. It fills the extreme diagonal areas slowly. It protects the plastic from tearing due to over-stretching.
After the corners have plastic, the machine executes the main blow. The main blow is 40 Bar of high pressure. 40 Bar is very powerful. It presses the plastic hard against the cold S136 stainless steel cavity. It forces the trapped air out of the 0.05mm micro-vents. It creates sharp surface details. It creates strong structural ribs. A good mold needs 40 Bar of pressure to finish the final shape. You must control the machine parameters carefully.
Validation Standards: Diagonal thickness mapping for edible oil.
Problem: Visual checks cannot find hidden thin plastic walls. Agitation: Weak bottles pass visual tests but fail actual drop tests. Solution: We use diagonal thickness mapping to validate every mold.
Clients must not accept molds based only on visual bottle inspections. Quality control requires diagonal thickness mapping using high-precision ultrasonic gauges. For industrial large-capacity edible oil bottles, the minimum wall thickness at the deepest corner must not fall below 0.15mm. Only validated molds support high-yield production.
As a QC manager with 20 years of experience, I never trust visual checks. Human eyes cannot see a 0.15mm thickness variation. Stop accepting molds just by looking at the appearance. This is a mistake. We use strict quality control validation standards. We use high-precision ultrasonic thickness gauges. This industrial tool uses sound waves to measure plastic walls accurately.
We conduct comprehensive diagonal thickness mapping. We measure the straight side walls. We measure the four deep corners. We map the thickness differences at the stress points on a chart.
| Measurement Point | Target Thickness | Minimum Acceptable Standard |
|---|---|---|
| Straight Side Wall | 0.35 mm | 0.30 mm |
| Upper Shoulder Area | 0.40 mm | 0.35 mm |
| Deep Bottom Corner | 0.20 mm | 0.15 mm |
Large capacity edible oil bottles need extremely strong corners. The absolute minimum thickness required by industrial standards is 0.15mm. We strictly inspect the deepest corners. If the wall thickness of the stress corner is 0.14mm, the mold fails our test. We reject the mold immediately. We put the mold back into the CNC machine. We correct the R-value. We recalibrate the micro-vents.
A thickness of 0.15mm guarantees safe passage through drop tests. Real test data proves mold quality. You cannot argue against real thickness data. High-yield mass production requires real data support. We provide our clients with a detailed diagonal thickness mapping report. This proves our mold design is perfect.
5 Frequently Asked Questions (FAQ)
FAQ 1: Why do top equipment brands recommend corner radii optimization for square bottles?
Top brands like Sidel and Krones publish extremely strict packaging design guidelines. They prohibit absolute 90-degree dead corners in molds. Sharp right angles create extreme diagonal stretch ratios. We optimize the R-value to create larger, smoother transition curves. This optimization guides the PET material evenly and safely into the deep corners. It prevents severe local corner thinning. It stops heavy oil bottles from suffering four-corner shattering during drop tests.
FAQ 2: What causes base blowouts in square edible oil PET bottles?
Square bottle bases have severely asymmetric stress distribution during stretch molding. The mold requires extremely rigorous and precise CNC machining tolerance. If the base mold CNC tolerance is poor, an invisible micro-gap generates during mold closing. The blow molding stage uses up to 40 Bar of internal high pressure. This high pressure escapes rapidly through the micro-gap. The instant gas leak directly causes a massive base blowout.
FAQ 3: Why is 0.05mm the standard depth for micro-venting in PET molds?
We strictly follow fluid dynamics industrial manufacturing standards. The 0.05mm depth is sufficient to quickly discharge the powerful air cushion and trapped air inside the mold cavity. At the same time, this gap is narrow enough for polymers to effectively stop hot PET melt from entering the exhaust vent. If the vent is machined deeper and larger, the plastic will be forced inside the gap under 40 Bar pressure. This forms a poor, dangerous, and sharp parting line step on the bottle.
FAQ 4: How does FEA (Finite Element Analysis) help in square bottle mold design?
FEA is an advanced computer simulation technology. We must use it in the software before cutting the mold steel. It simulates the external physical stress on the bottle in advance. It shows engineers exactly where the huge flat side walls will experience buckling deformation. We rely on this scientific data to precisely place structural ribs and vacuum absorption panels. These structural designs greatly improve the top-load resistance capacity of the final bottle.
FAQ 5: How should the wall thickness of a 5L square PET bottle be measured?
You must use a high-precision ultrasonic thickness gauge for inspection. Visual appearance checks alone are useless. Industrial QC standards require full diagonal thickness mapping. The inspector must focus on checking the root areas of the four deep corners. The wall thickness at these critical stress points must absolutely never fall below 0.15mm. This strict data measurement guarantees the bottle can safely and stably hold heavy edible oil.
Article Summary Table
| Category | Key Concept | Core Engineering Solution |
|---|---|---|
| Physics Concept | Biaxial Orientation & Diagonal Stretch Ratio | PET physical properties prefer a sphere; square molds require forced stretch compensation. |
| Failure Modes | Corner Thinning & Base Blowouts | Weak corners cause shattering in drop tests; poor base mold CNC tolerance causes instant gas leaks. |
| Design Strategy 1 | Corner Radii Optimization (R-Values) | Increase the R-value at corners to guide material smoothly; strictly follow Sidel & Krones design guidelines. |
| Design Strategy 2 | Micro-Venting | Machine precise 0.05mm to 0.08mm slots in deep corners to vent trapped air and prevent sharp parting lines. |
| Design Strategy 3 | Structural Ribs & Vacuum Panels | Use FEA simulation software to accurately place ribs, compensating for rigidity loss and increasing top-load capacity. |
| Machine Synergy | Two-Step Pre-Blow | Process uses precise and slow early air intervention, followed by a powerful 40 Bar main blow to compact details. |
| Quality Control | Diagonal Thickness Mapping | Never rely on visual checks; must use an ultrasonic gauge to ensure stress points have a minimum 0.15mm corner wall thickness. |


