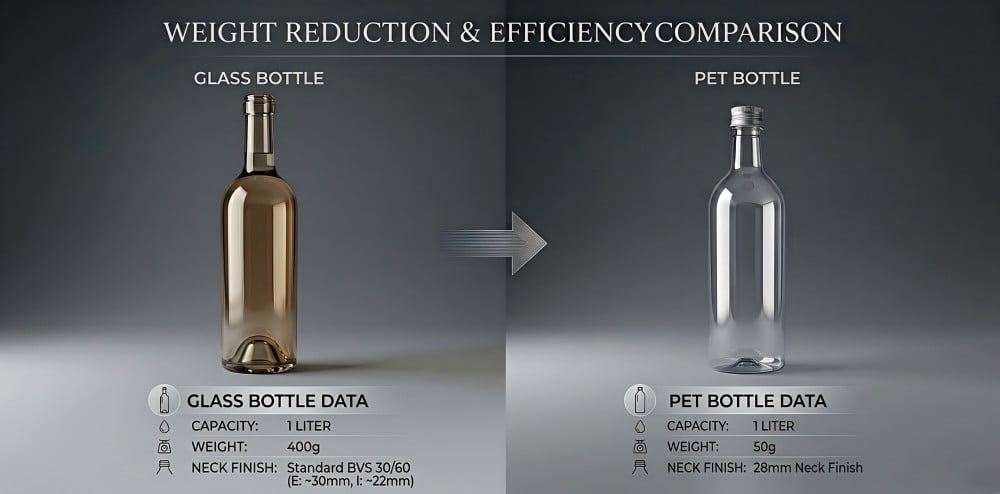
Hello. I am Vivian. I am the overseas manager of a mold factory in Zhongshan, China. Our factory has a 20-year history. We make molds. Recently, a fruit wine company contacted me. They wanted to switch their premium packaging from glass to PET. They sent me several glass bottle samples. The bottles had long, smooth necks and very high aluminum caps. I gave them practical engineering advice. I told them they must determine the preform neck size and weight first. For example, a 1L bottle needs a preform weight between 45g and 55g.
I explained clearly that standard PET preforms cannot physically match their high glass caps. I told them we can custom-make an injection preform mold specifically for this high cap. You can absolutely consider this option if you have sufficient order volume and a matching budget. It depends on your product positioning. I also suggested using standard 24mm or 28mm neck sizes. These standard sizes match different colored aluminum caps. The preform plastic can also have different colors. I showed them photos of actual successful wine bottles from our past clients. We strictly protect client privacy, so we never send engineering drawings. They were very happy with this approach. Today, my team and I share this Glass to PET conversion guide.
Converting premium packaging from glass to PET requires strict adherence to PET bottle design rules. You cannot copy glass designs directly. The two stage SBM process relies entirely on pre-injected preforms. This limits your neck finish, base push-up depth, and embossed logo details. A good PET blow mold manages the visible parting line through high-precision CNC machining to prevent a sharp parting line step. You must adjust your geometry to ensure safe mass production.
The Fundamental Difference: Gob Forming vs. Two-Stage SBM.
Problem: Clients use glass manufacturing concepts to design PET bottles. Agitation: They ignore plastic physics and design impossible shapes, wasting development funds. Solution: We explain the core manufacturing difference to guide your conversion design objectively.
Glass manufacturing drops molten gobs into molds to form almost any shape. PET manufacturing uses the two stage SBM process. This process requires a pre-injected plastic preform. You must heat this rigid preform and stretch it. Every PET bottle design must start with the physical limits of this preform.
I often see clients who want plastic shapes that defy physical laws. They send us drawings made for glass. Don’t copy the glass design directly. This is a mistake. Glass and PET use completely different forming physics. Glass manufacturing uses "Gob Forming". Machines drop a lump of red-hot, liquid glass into a mold. Liquid glass flows very easily. It makes highly asymmetrical shapes. It makes extremely long and thin necks easily.
PET manufacturing is completely different. We use the Two-Stage Stretch Blow Molding (SBM) process. Step one requires a rigid plastic preform. Step two requires heating this preform and blowing it into the final bottle. The preform restricts the final shape. The hot plastic stretches in two directions. We call this biaxial orientation. The plastic can only stretch to a physical limit.
If the glass design is too extreme, the PET material stretches too much. The plastic becomes too thin. It breaks. You must accept these physical limits. You must base your new bottle design on the preform’s stretching capacity. We calculate the stretch ratios exactly before we cut the mold steel. We use rigorous mathematics, not guesses, to make your mold.
Rule 1: The Preform Dictates Your Neck Finish and Cap.
Problem: Brands try to force their old glass caps onto new PET bottles. Agitation: The closure threads do not match, making physical assembly impossible. Solution: We select standard PET preform neck finishes before designing the bottle body.
The PET preform dictates your PET preform neck finish and cap. Glass bottles use standard glass threads. PET bottles use specific international plastic standards like PCO 1881, 24mm, or 28mm. You cannot screw a glass cap directly onto a PET bottle. You must select the preform before drawing the mold.
I discussed this core rule with the fruit wine company. They loved their tall glass caps. Stop trying to use standard glass caps on plastic bottles. This is a mistake. The neck of a PET bottle is completely formed during the first stage (injection molding). The blow molding machine does not change the neck dimensions. The neck is rigid and unchangeable.
Glass threads and plastic threads are completely different. They have different pitches. They have different internal closing mechanisms. This makes them physically incompatible. You must find a PET preform that matches your target capacity. For a 1L premium wine bottle, we usually select a preform weighing 45g to 55g. The weight dictates the final wall thickness. If you choose a 30g preform for a 1L bottle, the bottle body will be too soft to support the liquid weight.
You must select standard plastic closures for your new PET bottle. 24mm and 28mm are very popular for premium liquor and wine. We can match these standard necks with premium aluminum caps. This looks very high-end. If your product positioning requires a unique, non-standard high cap, we can custom-make an injection preform mold for you. This requires sufficient volume and budget. If your budget is limited, choosing standard preforms saves a lot of development cost.
Rule 2: Modifying the Deep "Push-Up" Base (The Punt).
Problem: Premium glass wine bottles feature a very deep base punt. Agitation: Replicating this deep punt in PET causes severe plastic thinning and production interruptions. Solution: We reduce the push-up depth to ensure safe forming and easy demolding.
You must modify the glass bottle push up punt for PET bottles. A deep punt causes severe blow mold demolding issues. The plastic stretches too much and becomes extremely thin. High pressure causes a base blowout. Engineers must reduce the upward curve depth to maintain production safety.
I often see clients refuse to change their wine bottle base. They want to keep the deep glass base groove in plastic. Don’t keep the deep glass groove. This is a mistake. This deep upward curve is called a base groove or push-up. In glass, this thick base adds weight and stability. In PET, this geometry causes major physical failures.
The hot PET material must stretch very far to reach the top of the deep groove. The plastic becomes dangerously thin at the top of the curve. The blowing machine uses high-pressure air (up to 40 Bar). This extreme pressure directly impacts the extremely thin plastic. The plastic cannot withstand the stress and tears. High-pressure air escapes the mold instantly. This is a typical PET bottle blowout troubleshoot issue. It causes machine downtime and disrupts production schedules.
Furthermore, extremely deep grooves cause severe demolding problems. The cooled, rigid plastic grips the central steel structure of the mold tightly. The machine cannot pull the bottle out of the mold smoothly. We must adjust the base geometry. We reduce the depth of the push-up. We widen the transition angles. This creates a strong base. It prevents base blowouts. It ensures high-speed, stable mass production.
Rule 3: Managing the Inevitable Parting Line.
Problem: Clients expect zero seams on their smooth, round PET liquor bottles. Agitation: Unrealistic expectations lead to misunderstandings about the molding process. Solution: We enforce high-precision CNC machining requirements to minimize the parting line touch.
A PET bottle always has a visible PET bottle parting line. The two-stage SBM process uses a mold made of two joined steel halves. Professional mold makers must follow extreme CNC machining precision standards to make this line smooth and safe to touch.
I heard a client complain about a fine line on the side of his new PET bottle. He said his old glass bottle did not have this line. Objectively, applying the seamless standard of glass directly to the two-piece mold plastic blowing process does not align with engineering reality. The manufacturing principles of both dictate the inevitable existence of the seam.
A PET blow mold consists of two high-strength steel blocks. The machine clamps these two halves together tightly. The hot plastic expands and hits the cold mold cavity. Under powerful air pressure, the plastic squeezes into the microscopic gap where the two steel pieces close. This creates the parting line. It is a physical certainty. On transparent, smooth round bottles, this line is especially visible under light.
To ensure high-end bottle quality, mold manufacturing must follow strict CNC professional requirements. If the machining surfaces of the two mold halves are uneven, it creates a severe sharp parting line step SBM. One side of the line is higher than the other. This affects the appearance and the handling feel. We use high-precision CNC machining centers. We strictly control the joining surface tolerance to 0.01mm. The line remains visually present, but our process ensures it feels absolutely smooth. Also, during industrial design, we advise placing the parting line on the edge of the bottle to blend it into a visual blind spot.
Rule 4: Simplifying Embossed Logos for Thin Walls.
Problem: Glass bottles feature complex, 3D embossed logos and crests. Agitation: Thin PET material cannot push out trapped air to fill tiny mold grooves, leaving blurry logos. Solution: We simplify the logo design and add precision micro-venting inside the mold cavity.
You must simplify the PET bottle embossed logo for thin walls. A PET wall is often less than 1mm thick. Thin plastic cannot form deep, complex glass details. Designers must use bolder lines. Mold engineers must machine micro-vents to exhaust trapped air and create sharp brand markings.
I frequently review complex logo files from clients. They want to press tiny text and complex family crests onto the plastic. Don’t copy complex glass logos directly onto PET. This is a mistake. Glass has a large wall thickness. It can hold deep 3D carvings. A 1L PET bottle wall is usually less than 1mm thick.
During the rapid blow molding process, the hot plastic expands instantly in less than two seconds. Air gets trapped inside the small grooves of the logo on the mold steel wall. The air creates a strong reaction force against the plastic. The 1mm extremely thin plastic cannot push the air out. The resulting embossed logo looks very blurry and soft. This damages the brand image of a premium product.
To solve this problem, we apply two practical engineering rules. First, you must simplify the design at the source. Use bolder font lines. Increase the spacing between letters. Second, we machine precision micro-vents in the logo area of the mold. The depth of these exhaust slots must be strictly controlled at 0.05mm. They let the trapped air escape quickly while preventing plastic from squeezing into the gap. High-pressure air pushes the thin plastic perfectly into the CNC-cut shallow grooves. This perfectly presents a clear, sharp premium brand logo on your new PET bottle.
The Transition Partner: Why choosing the right mold maker matters.
Problem: Converting glass designs to PET is a complex engineering task involving material mechanics. Agitation: Inexperienced factories copy glass drawings directly, causing frequent failures in mass production. Solution: We provide professional factory service and rely on data evaluation to optimize conversion geometry.
Converting premium packaging from glass to PET is rigorous engineering science. It is not simple shape copying. You need a transition partner who truly understands two stage SBM process physics. A professional factory uses data to adjust geometry, protecting brand design while ensuring stable mass production.
In my 20 years of factory management history, I see many projects face setbacks during the conversion stage. Some suppliers completely copy the deep base or complex glass neck to please the client. This might work for prototypes, but it will definitely fail in high-speed mass production.
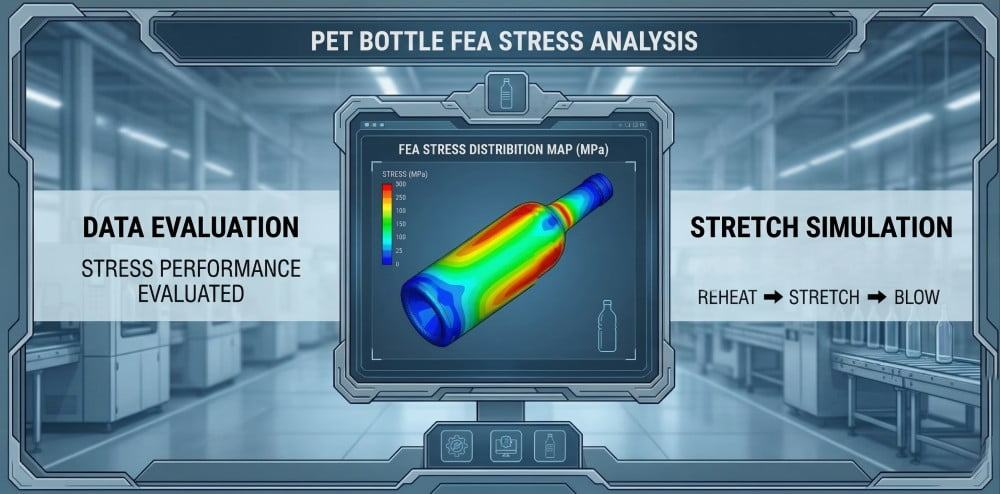
You need a partner who can provide objective engineering validation. We analyze the design characteristics of the original glass packaging. We keep its elegant proportions and premium visual texture. However, we change the internal physical conditions of forming. We recalibrate the stretch ratios. We optimize the pressure-resistant profile of the base. We match the correct preform weight based on capacity needs. This data-driven engineering design creates a high-quality PET bottle. It delivers the visual impact of premium glass while perfectly adapting to modern high-pressure, high-speed industrial production workflows.
5 Frequently Asked Questions (FAQ)
FAQ 1: Why can’t I just give my glass bottle drawings to a mold factory to produce PET bottles?
Glass and PET have completely different forming physics. Glass forming uses free-flowing molten gobs. PET bottle blowing uses the two stage SBM process. This must rely on a pre-injected rigid preform. The PET material must obey the physical limits of biaxial stretching. Deep concave bases or highly asymmetrical glass shapes easily cause the plastic to over-stretch in PET. This leads to a base blowout or uneven wall thickness.
FAQ 2: Why can’t I continue using my original caps when converting from glass to PET?
This is because the neck forming methods for the two materials are different. The neck finish of a PET bottle is determined by the injection-molded preform. Its dimensions and threads are fixed and unchangeable. The PET industry follows specific international standards (like PCO 1881, 24mm, or 28mm). The structure of glass threads does not match plastic threads at all. They are physically impossible to assemble. You must choose a closure system that matches a standard PET preform, or invest budget to customize a new preform mold.
FAQ 3: Why does my new PET bottle have a visible seam on the side?
This is dictated by the stretch blow molding manufacturing process. PET blowing uses a steel mold that closes in two halves (left and right). When the machine clamps the two mold halves together under high pressure, the plastic squeezes against the closing surface. This inevitably forms a parting line. It is a physical fact. A professional mold factory will use strict CNC machining tolerances to ensure this line is smooth and prevent uneven sharp parting line step SBM issues.
FAQ 4: Why is the embossed logo on my PET bottle not as sharp and clear as on glass?
The wall thickness of a PET bottle is much smaller than glass (usually less than 1mm). During the instant high-pressure blow, the air inside the mold cavity easily gets trapped in the fine grooves of complex logos, forming an air cushion. The thin plastic cannot overcome the resistance of the air cushion. You must use bolder lines to simplify the original logo design. The mold engineer must also machine fine micro-vents with a depth of 0.05mm at corresponding locations to exhaust the trapped air.
FAQ 5: Should I keep the very deep push-up punt at the bottom of my PET wine bottle?
We strongly advise reducing the depth of the push-up. A very deep groove causes severe demolding problems in PET blow molding. More critically, when plastic is forcibly stretched into extremely deep dead corners, it experiences severe local thinning. This not only reduces the compressive strength of the bottle body but also drastically increases the risk of a base blowout during the 40 Bar high-pressure blowing stage.
Conversion Summary Table
| Conversion Factor | Glass Manufacturing Characteristic | PET Two-Stage SBM Requirement |
|---|---|---|
| Forming Physics | Free-flowing molten gobs | Biaxial constrained stretching based on a rigid preform |
| Neck & Cap Finish | Customized exclusive glass threads | Incompatible threads; must choose international standard preforms and closures, or budget for a custom preform |
| Base Design | Very deep push-up grooves are common | Must reduce push-up depth to ensure smooth demolding, prevent stretch tearing and base blowouts |
| Side Seams | Seams are easily hidden through processing | Two-piece molds inevitably produce a parting line; relies on high-precision CNC to avoid sharp parting line steps |
| Embossed Logos | Thick walls support deep, complex 3D details | Thin wall forming is difficult; must simplify designs and rely on mold micro-venting to prevent blurriness |


