
Recently, fruit tea and juice drinks became very popular. I saw many unique bottle shapes in the market. I have a client in Thailand. This client sells fruit drinks. They launched a durian-shaped bottle. They also sell "violent bear" shaped bottles. These shapes are very common in the market now. But these bottles require complex manufacturing. You must overcome many production difficulties from design to mass production. Today, my team and I share this guide. We want to help buyers and beginners understand the process.
Custom PET bottle molds provide specific solutions for animal and unique shapes. These molds use precise CNC machining and optimal stretch ratio calculations. Factories design conformal cooling and micro venting slots. This ensures even wall thickness, fast production, and clear plastic. A 20-year source factory guarantees stability.
The Rise of Unique & Animal-Shaped PET Bottles in Packaging
Brands face a big problem today. Standard round bottles blend into the shelf. Buyers ignore plain packaging. Brands lose market share and money. Custom animal shapes solve this problem. Unique designs catch the eye and increase product value.
Unique PET bottles help brands stand out on supermarket shelves. Cartoon animal juice bottles and bear-shaped honey bottles attract buyers. These irregular shapes allow startups to charge higher prices. Custom designs increase visual appeal and brand recognition. This brings direct commercial success and profit margins.
I heard from my client in Europe last month. They sell children's juice. They changed their flat round bottle to a 3D dinosaur shape. Their sales increased fast. Shoppers notice the unique shape immediately. In the past, water plants only used simple cylinders. Now, high-end water brands use diamond shapes or mountain shapes. Honey brands use small bear bottles. These shapes give customers a premium feeling.
You must consider the commercial value. A standard bottle has high competition. An animal-shaped bottle creates a new market space. Customers pay more for the design. Stop buying standard round molds if you want premium prices. Standard molds are a mistake for new lifestyle brands. You need an eye-catching shape. We see startups succeed quickly with irregular bottles. The design process adds value to the liquid inside.
We analyze the market data. We see the exact impact of custom shapes. Custom designs change buyer behavior.
| Packaging Type | Visual Impact | Retail Price Premium | Market Competition |
|---|---|---|---|
| Standard Cylinder Bottle | Low | 0% | Very High |
| Simple Square Bottle | Medium | 2% to 5% | High |
| Animal-Shaped Bottle | High | 10% to 15% | Low |
| Complex Irregular Bottle | Very High | 15% to 20% | Very Low |
We support clients who choose irregular shapes. This decision requires courage. This decision also brings high rewards. We validate your idea. We respect your marketing strategy. Our factory turns this marketing concept into a physical product. We use industrial precision to make the marketing dream real.
Key Technical Challenges in Designing Custom PET Blow Molds
Complex bottle shapes create difficult manufacturing problems. Plastic stretches unevenly during the blow molding process. High scrap rates waste your money and time. Professional engineers use precise stretch ratio limits to fix these problems.
Designing custom molds involves three main technical challenges. Engineers must calculate the exact stretch ratio. Sharp corners prevent plastic from reaching the mold wall. Asymmetrical shapes cause uneven material distribution. Source manufacturers use precise engineering to control the plastic flow and prevent bottle failure.
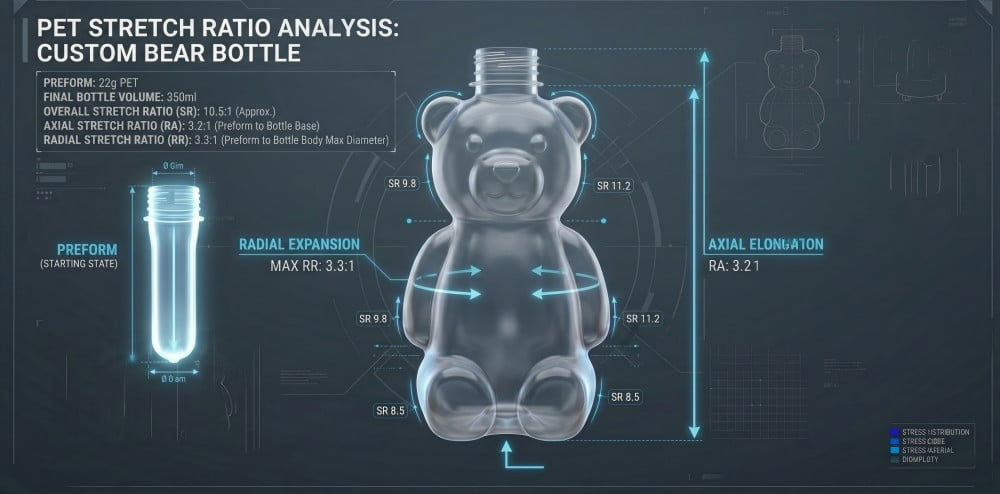
I saw a factory fail a major project last year. They tried to blow a star-shaped bottle. They did not calculate the physical limits. The plastic burst inside the machine. You must respect physical laws. You cannot blow PET plastic into any shape randomly. PET plastic has specific stretch limits. We call this the stretch ratio. We calculate the axial stretch and the hoop stretch.
The first challenge is the stretch ratio limit. The preform stretches down and stretches out. If the stretch ratio is too large, the plastic turns white. The plastic loses transparency. If the stretch ratio is too small, the plastic does not form the shape. Don't ignore the stretch ratio. This is a fatal mistake.
The second challenge involves sharp corners. Animal ears or star points have small radii. Air pressure pushes the heated plastic into these corners. The plastic cools too fast when it touches the steel. The plastic stops moving. The corner stays empty. We must design specific radii. We must adjust the blow pressure.
The third challenge is material distribution. Animal shapes are usually asymmetrical. The front of a bear bottle has a big belly. The back of the bottle is flat. The preform sits in the middle. The plastic must travel further to reach the bear's belly. The plastic travels a short distance to reach the flat back. This causes uneven walls.
We analyze these defects every day. We categorize the problems. We find the root cause in the physical process.
| Technical Challenge | Physical Result | Consequence for Production |
|---|---|---|
| Exceeding Stretch Ratio | Stress whitening | Bottle looks cloudy |
| Sharp Corner Design | Incomplete filling | Bottle shape is incomplete |
| Asymmetrical Shape | Uneven material flow | One side bursts easily |
| Low Blow Pressure | Plastic resists shaping | Details remain soft and round |
We solve these problems with math and physics. We do not guess. We measure the volume. We measure the distance from the preform center to the mold wall. We adjust the mold cavity position. We ensure the preform aligns properly.
Controlling Wall Thickness: The Secret to Strong Irregular Bottles
Irregular bottles often have uneven walls. Thin sections burst under pressure and thick sections waste plastic. Weak bottles leak during transport and damage your reputation. Precise preform design and exact cavity machining ensure strong, uniform wall thickness.
Controlling wall thickness requires high-precision CNC machining and exact preform matching. Engineers calculate the stretch behavior of the preform. We match the preform weight to the bottle volume. This process ensures the irregular shape maintains structural strength. It prevents bursting and minimizes plastic waste.
In my workshop, we focus heavily on thickness control. You need a perfect preform mold to make a perfect bottle. The preform dictates the final wall thickness. You cannot fix a bad preform inside the PET blow mold. The two molds work together. We design the preform profile based on the final animal shape.
We use high-precision CNC machines. Our CNC machines cut the mold cavity with extreme accuracy. We maintain a precise wall thickness tolerance of ±0.1mm. If the mold cavity is inaccurate, the bottle wall becomes uneven. We measure every mold dimension. We check the cavity depth. We check the cavity width.
Don't use standard preforms for extreme shapes. This is a mistake. A standard preform works for a cylinder. A standard preform fails for a cartoon animal. We calculate the exact weight required. We distribute the thickness on the preform tube. We make the preform thicker where the bottle stretches more. We make the preform thinner where the bottle stretches less.
I test bottles in our lab. I cut the bottle into three sections: top, middle, and bottom. I use a thickness gauge. I measure the plastic. The animal's nose stretches far. The nose section becomes thin. We adjust the heating profile on the blow molding machine. We apply more heat to the preform area that forms the nose. The soft plastic flows easier.
| Measurement Area | Target Thickness (mm) | Tolerance limit (mm) | Purpose |
|---|---|---|---|
| Bottle Neck Base | 1.20 | ±0.1 | Support capping pressure |
| Animal Belly (Middle) | 0.40 | ±0.1 | Squeeze resistance |
| Sharp Corner (Ear) | 0.25 | ±0.1 | Maintain shape detail |
| Bottle Bottom | 0.80 | ±0.1 | Prevent drop failure |
We control the process step by step. We adjust the stretch rod speed. The stretch rod pushes the preform down. If the rod moves too fast, the bottom becomes too thin. If the rod moves too slow, the top becomes too thin. We set the exact machine parameters. We give you a stable production recipe.
Solving Demolding Issues for Complex Bottle Shapes
Complex bottle shapes trap inside the steel mold. Scratched bottles ruin the product appearance and stop the production line. Correct draft angles and precise parting lines prevent sticking and ensure smooth automatic demolding.
Solving demolding problems requires professional parting line placement and correct draft angles. Animal ears or paws create undercuts. Engineers design smooth transitions and minimum draft angles. We use specialized mold structures for extreme shapes. This ensures the complex PET bottle ejects smoothly without scratches.
I saw an engineer struggle with a cat-shaped bottle. The cat had sharp, deep ears. The blow molding machine opened. The bottle stuck in the left cavity. The operator pulled the bottle out by hand. The plastic scratched against the steel. The production stopped. Stop designing undercuts without proper mechanical solutions.
We solve this with the Parting Line. The parting line is where the two mold halves meet. We place the parting line on the widest point of the animal shape. If you place the parting line incorrectly, the mold locks the bottle. We draw the 3D model. We simulate the mold opening. We check for interference.
We enforce strict Draft Angles. A draft angle is a slight taper on the vertical walls of the bottle. You must have a draft angle. Plastic shrinks slightly when it cools. Plastic hugs the mold core. The draft angle allows the bottle to release easily. We require at least 2 to 3 degrees of draft angle on complex details. Don't design straight vertical walls on irregular shapes.
Some clients want very deep details. We explain the physical limits. We adjust the design slightly. We smooth the sharp edges. We change a 90-degree angle to a 95-degree angle. The bottle still looks like a cat. But the bottle now demolds automatically.
We categorize shapes by demolding difficulty. We apply different design rules based on this difficulty.
| Shape Feature | Demolding Difficulty | Engineering Solution |
|---|---|---|
| Smooth Curves | Low | Standard parting line |
| Shallow Textures | Medium | 1-degree draft angle |
| Animal Paws/Ears | High | 2 to 3-degree draft angle |
| Deep Grooves | Very High | Redesign profile / Add sliders |
We polish the mold cavity to a mirror finish. A rough surface grabs the PET plastic. A polished surface lets the plastic slip out. We polish the S136 stainless steel carefully. The smooth surface ensures a clear bottle. The smooth surface ensures fast ejection. We test the ejection repeatedly before shipment.
Optimized Cooling and Venting Systems for High-Quality Yields
Trapped air causes incomplete bottle details and white marks. Poor cooling systems increase cycle time and reduce daily output. Micro venting slots and conformal cooling channels eliminate trapped air and shorten the production cycle.
Optimized cooling and venting systems ensure high-quality yields. Complex corners trap air easily. We design micro venting slots to release this air. We engineer conformal cooling channels inside S136 stainless steel or 7075 aluminum. This combination reduces cycle time and forms perfect animal shapes.
In my workshop, we test cooling speeds daily. Cooling determines your profit. A slow mold wastes electricity and time. A fast mold makes money. Complex animal shapes have many dead corners. The plastic pushes the air into these corners. The air has nowhere to go. The trapped air blocks the plastic. The bottle corner turns white and stays flat.
We cut micro venting slots in the mold. These slots are very small. The depth is usually 0.1mm to 0.2mm. Air escapes through these slots. Plastic cannot enter these slots because the plastic is too viscous. The plastic fills the animal ear completely. The detail looks sharp and realistic. Stop ignoring venting design. Proper venting is mandatory for custom shapes.
Cooling is the second critical factor. We do not use basic straight cooling lines. Straight lines cool the mold unevenly. The prominent parts of the animal shape stay hot. We design conformal cooling channels. These water channels follow the exact contour of the animal shape. The water flows close to the plastic everywhere.
We use high-grade materials. We use 7075 aluminum or S136 stainless steel. 7075 aluminum transfers heat very fast. S136 stainless steel resists corrosion and holds a mirror polish. Our optimized conformal cooling channels can reduce cycle time by 1-2 seconds.
| Feature | Basic Mold Design | Optimized Mold Design |
|---|---|---|
| Venting | Natural parting line gap | CNC micro venting slots |
| Cooling Layout | Straight drilled holes | Conformal 3D channels |
| Material Options | Standard P20 steel | 7075 aluminum or S136 |
| Cycle Time | Standard | 1-2 seconds faster |
| Part Quality | Soft details, occasional white marks | Sharp details, fully transparent |
We calculate the water flow rate. We test the water pressure. The cooling water must flow fast to remove the heat. We machine precise O-ring grooves to prevent water leaks. A leaking mold ruins production. We ensure the cooling system is robust and efficient. You get higher daily production numbers.
Prototyping: Validating Your Custom Bottle Design Before Mass Production
Skipping the prototype phase creates massive financial risk. Cutting mass production steel molds with unverified designs leads to total project failure. 3D printing and single-cavity test molds validate your design and eliminate expensive mistakes.
Prototyping validates your custom bottle design safely. We provide 3D printed models and single-cavity test molds before mass production. This allows clients to test volume, labeling, and ergonomics. Prototyping prevents expensive errors and ensures the final animal-shaped bottle meets all functional requirements.
I heard from my client about a past disaster with another supplier. They designed a beautiful dog-shaped bottle. They ordered a 6-cavity steel mold directly. They received the bottles. The bottle could not hold a standard label. The center of gravity was wrong. The bottle fell over on the table. They lost thousands of dollars. Don't skip the prototype phase. This is a dangerous choice.
We start your bottle design with careful validation. First, we print a 3D resin model. You hold the bottle in your hand. You feel the ergonomics. You check the visual proportions. We check the physical balance. We ensure the animal shape stands straight.
Next, we cut a single-cavity test mold. We use aluminum for this test mold. Aluminum cuts fast and costs less. We put this test mold in the blow molding machine. We blow real PET plastic. You receive real PET samples.
You test these real samples in your factory. You fill the bottle with liquid. You check the exact volume. You run the bottle through your labeling machine. Animal shapes have complex surfaces. Standard labels often wrinkle. You must find the flat area for the label. You test the capping machine. You drop the bottle to test the strength.
We follow a strict sequence for new custom designs.
| Prototyping Step | Action Taken | Validation Goal |
|---|---|---|
| Step 1: 3D Drawing | Create CAD model | Visual approval, basic volume check |
| Step 2: 3D Printing | Print resin prototype | Hand feel, visual proportion, standing stability |
| Step 3: Test Mold | Machine 1-cavity mold | Real PET stretch test, actual volume |
| Step 4: Line Testing | Run sample on client line | Labeling, filling, capping, drop testing |
If we find a problem during prototyping, we change the 3D drawing. We do not change expensive mass production steel. Changing a 3D drawing is fast and cheap. Changing a 6-cavity S136 steel mold is slow and expensive. We protect your investment. We ensure the final mass production runs perfectly.
Why Choose a 20-Year Source Manufacturer for Your Custom Molds?
Trading companies hide factory flaws and add unnecessary markups. Unverified suppliers delay communication and deliver low-quality steel. A 20-year source manufacturer provides direct technical communication, certified materials, and strict quality control.
Choosing a 20-year source manufacturer guarantees high quality and direct communication. We use premium S136 stainless steel and high-strength aviation aluminum. We control the entire process in-house. Buyers avoid trading company markups and receive reliable custom PET molds with verified physical performance.
I saw buyers lose money on trading companies. The buyer asks a technical question. The trader translates the question poorly. The trader sends it to an unknown factory. The factory guesses the answer. The final mold fails. Stop buying complex custom molds from trading companies. You need direct engineer-to-engineer communication.
I am Vivian. I work in this factory every day. We have 20 years of solid manufacturing experience in Zhongshan. We own our CNC machines. We own our lathes. We employ our own quality control inspectors. When you talk to us, you talk to the source.
We purchase raw steel directly from large mills. We test the steel hardness upon arrival. We use S136 stainless steel for high-volume molds. S136 resists water corrosion. S136 holds a mirror polish for years. We use 7075 aviation aluminum for specific fast-cooling needs. We do not use cheap P20 steel for complex clear bottles. Cheap steel rusts and ruins the bottle surface.
We execute a strict Quality Control process. We measure the mold cavity after CNC milling. We measure the mold after polishing. We measure the mold after assembly. We record all data. We test the mold on our own blow molding machines before shipping.
| Factor | Source Manufacturer (Us) | Trading Company |
|---|---|---|
| Price | Direct factory price | Factory price + 20% to 40% markup |
| Technical Support | Direct engineer communication | Delayed, indirect communication |
| Quality Control | In-house CMM measurement | Relies on third-party trust |
| Material Proof | Provides steel certificates | Often hides material source |
| Modification | Fast, direct CNC adjustments | Slow, requires shipping back to unknown factory |
We invite clients to visit our facility. You see the machines running. You see the steel blocks. We build trust through transparency. We provide a complete manufacturing report with your mold. You receive a reliable, high-performance industrial tool.
How to Start Your Custom PET Bottle Project with Us
Unclear project steps cause confusion and delays. Buyers often do not know how to start a custom mold order. Our simple 5-step process makes custom mold ordering fast, transparent, and highly efficient.
Starting your custom PET bottle project is a simple 5-step process. You send us a sketch or sample. We create a 3D drawing. We manufacture the mold in 15-25 days. We send samples for validation. Finally, we deliver the mold for mass production.
In my workshop, we make things simple for our clients. We developed a clear workflow. You always know the current project status. You always know the next step. Don't rush the design phase. We follow this structured path to guarantee success.
Step 1: Concept and Requirements. You send us your idea. You send a rough sketch, a reference photo, or a physical sample. You tell us the bottle volume. You specify the neck size (e.g., 28mm PCO 1881). You tell us the liquid type (water, hot-fill juice, carbonated drink).
Step 2: 3D Engineering and Confirmation. Our engineers create a professional 3D model. We calculate the volume accurately. We analyze the stretch ratio. We send you the 2D dimensional drawing and the 3D model. You review the design. You sign the drawing for approval.
Step 3: Prototyping and Mold Manufacturing. We start cutting metal. If you request it, we build the single-cavity test mold first. After prototype approval, we cut the mass production mold. We use our precise CNC centers. Manufacturing a custom animal-shaped mold usually takes 15-25 days.
Step 4: Mold Trial and Sample Confirmation. We finish the mold assembly. We put the mold in the blow machine. We produce real PET bottles. We inspect the bottles in our QC lab. We measure the thickness. We check the clarity. We express ship these samples to your office.
Step 5: Delivery and Production. You receive the samples. You test them on your filling line. You approve the samples. We pack the mold securely in a wooden box. We ship the mold to your factory. We provide machine parameter suggestions.
We document everything. You receive peace of mind. Your custom animal-shaped bottle project moves from a simple sketch to a mass-produced reality efficiently.
Frequently Asked Questions (FAQ)
How long does it take to manufacture a custom animal-shaped mold?
It takes 15-25 days to manufacture a custom animal-shaped mold. The exact time depends on the complexity of the design and the number of cavities. We balance high-speed CNC machining with precise manual polishing.
Can you design the bottle if I only have a rough sketch or an idea?
Yes, we can design the bottle from a rough sketch. Our engineering team converts your simple ideas into professional 3D manufacturing drawings. We calculate the volume and analyze the physical limits for you.
Do custom irregular shapes require special PET preforms?
Yes, custom irregular shapes often require special PET preforms. Complex shapes need specific gram weights and targeted material distribution. We manufacture preform molds and match the exact preform to your custom bottle.
What materials do you use for your custom blow molds?
We use high-grade materials like S136 stainless steel and 7075 aviation aluminum. These premium materials provide high durability, excellent heat transfer, and strong resistance to water corrosion.
Will a complex animal shape slow down my blow molding machine's production speed?
Complex animal shapes require slightly longer cooling times due to uneven geometry. However, our engineered conformal cooling channels and micro venting slots minimize this effect. We maintain highly efficient production speeds.
Article Summary Matrix
| Section | Core Focus | Technical Solution / Action | Key Benefit |
|---|---|---|---|
| Market Trend | Rise of unique bottles | Custom animal & irregular shapes | High shelf visibility, 10-15% price premium |
| Challenges | Bottle failure & bad shapes | Calculate stretch ratios, manage corners | Prevents plastic bursting and stress whitening |
| Thickness | Weak walls & uneven plastic | CNC precision, custom preform matching | Maintains ±0.1mm tolerance, ensures bottle strength |
| Demolding | Sticking & scratching | Correct draft angles (2-3°), parting lines | Smooth automatic ejection, zero scratches |
| Cooling | Trapped air & slow cycles | Conformal cooling, micro venting slots | 1-2 seconds faster cycle, clear sharp details |
| Prototyping | Design errors & high risk | 3D printing, 1-cavity aluminum test molds | Validates volume and labels before mass production |
| Supplier | Trading company risks | Choose 20-year source factory (S136/7075) | Direct engineer communication, strict QC, no markup |
| Workflow | Project confusion | 5-step process (Sketch to Mass Production) | Fast 15-25 day delivery, structured project management |


