I am Vivian, the Overseas Manager and factory founder of petmolder.com. With 20 years of experience in mold manufacturing in Guangdong, China, I communicate with overseas buyers daily. Frequently, a buyer sends a single picture of a 500ml water bottle and asks, "What is the price for this mold?"
This is a critical misstep in cross-border procurement. The bottle design and capacity are minor factors. The specific mechanical structure of your blow molding machine dictates the entire cost. A semi-automatic machine, a linear automatic machine, and a high-speed rotary machine require completely different mold engineering, resulting in massive price variations. Today, my engineering team and I provide a factual, data-driven guide to help overseas buyers accurately calculate their PET blow mold budgets.
Unveiling Market Trends: The Base Price Range of PET Blow Molds
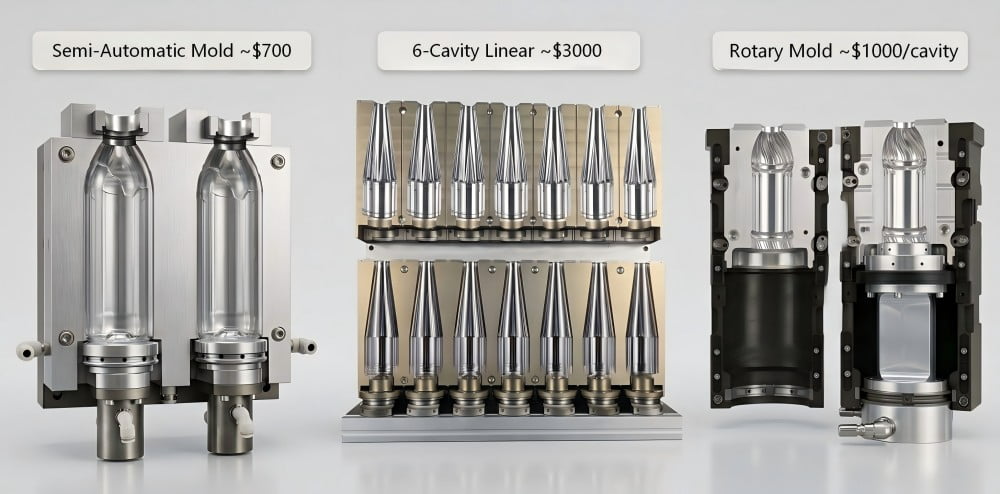
The base price of a PET blow mold is determined strictly by the machine structure. A 2-cavity semi-automatic mold costs approximately $700. A 6-cavity linear automatic mold costs roughly $3000. High-speed rotary machine molds cost around $1000 per cavity. Precise machine data is mandatory for accurate budgeting.
Blow molding utilizes air pressure, typically between 10 bar and 30 bar, to shape heated plastic. This pressure is significantly lower than the extreme clamping force required for a preform mold. Due to this lower pressure, we utilize 7075 aluminum for standard applications instead of heavy tool steel. This fundamentally keeps the base cost of blow molds lower than injection molds. However, your specific machine type establishes the starting price bracket.
In my workshop, I see buyers miscalculate their budgets because they fail to specify their machinery.
- Semi-Automatic Molds: These represent the baseline cost. The mechanical structure is basic, lacking automated transfer systems. For a standard 500ml bottle, a 2-cavity semi-automatic mold costs approximately $700 USD.
- Linear Automatic Molds: These require higher dimensional precision. The machine operates continuously without manual intervention. The mold requires robust guide pillars and highly stable cooling channels. A standard 6-cavity linear mold for a 500ml bottle costs about $3000 USD.
- Rotary Machine Molds: Engineered for massive, continuous output. These molds demand extreme manufacturing precision, independent cavity structures, and specialized surface treatments to withstand constant rotational stress. We calculate rotary molds at roughly $1000 USD per cavity. A 12-cavity order requires an initial budget of approximately $12,000 USD.
Stop requesting mold prices without providing your machine specifications. If you do not specify the machine, the supplier cannot calculate the necessary CNC machining hours or structural components.
Core Factor 1: Basic Impact of Material Selection and Bottle Capacity on Cost
Material selection directly impacts the initial budget. Standard water bottles utilize 7075 aluminum for efficient heat transfer. Hot-fill beverages and daily chemicals require S136 stainless steel for structural stability under thermal stress. Larger bottle capacities demand more raw metal and longer CNC processing, increasing the total cost.
I heard from an overseas client who attempted to reduce costs by insisting on standard aluminum for a hot-fill juice project. During continuous production, the thermal stress warped the soft aluminum. The final bottles leaked on the filling line. Don't compromise your material specifications to save a few hundred dollars.
We categorize material usage based strictly on your product's physical demands:
- 7075 Aviation Aluminum: Highly cost-effective with superior thermal conductivity. It transfers heat rapidly, which reduces cycle time and increases daily output. We mandate this material for standard drinking water, carbonated soft drinks, and cold-fill juices.
- S136 Stainless Steel: Hot-fill beverages subject the mold to continuous high temperatures. Thick daily chemical containers require high clamping force. S136 provides a rigid, corrosion-resistant structure. Because S136 raw material is expensive and machines slower, it significantly increases your initial budget.
Capacity directly dictates raw material volume. A 5L edible oil mold requires a massive block of raw metal compared to a 500ml water bottle. The CNC machine must remove more material over a longer distance, accumulating more machine hours.
| Material Specification | Capacity Range | Recommended Application | Cost Impact |
|---|---|---|---|
| 7075 Aluminum | 500ml - 1.5L | Standard Water, CSD | Baseline cost |
| 7075 Aluminum | 5L - 10L | Edible Oil, Large Water | Medium |
| S136 Stainless Steel | 500ml - 1.5L | Hot-fill Juice, Cosmetics | High |
| S136 Stainless Steel | 5L - 10L | Large Industrial Packaging | Very High |
Core Factor 2: Price Differences Between Single-Cavity and Multi-Cavity Molds
Cavity count acts as a primary price multiplier. A 6-cavity mold requires substantially more raw material and CNC time than a 2-cavity mold. Overseas buyers must balance the higher initial capital expenditure of multi-cavity molds with the long-term reduction in unit cost based on guaranteed sales volume.
A "cavity" is the designated spatial void that forms one bottle. If you own your blow molding equipment, the machine parameters strictly dictate the cavity count. A 4-cavity linear machine requires a 4-cavity mold block.
If you utilize an OEM co-packer for production, you must evaluate your Return on Investment (ROI). Higher cavity counts require a larger initial investment. However, multi-cavity molds yield bottles at a much faster rate, systematically lowering the unit cost of the plastic bottle over extended production runs.
Do not purchase a 6-cavity mold if your monthly sales order is only 20,000 bottles. This is a severe waste of working capital. A $700 2-cavity semi-automatic mold handles that volume perfectly. Conversely, if you require 5,000,000 bottles monthly, investing $16,000 in a 16-cavity rotary mold is structurally necessary to meet the required production speed.

Core Factor 3: Price Premiums for Bottle Structure and Custom Designs
Complex bottle structures generate direct price premiums. Symmetrical cylindrical bottles offer the lowest baseline cost. Asymmetrical shapes, integrated handles, and 3D embossed logos demand specialized precision CNC milling and extended manual polishing. This complexity typically increases the total mold quotation by 10% to 20%.
We evaluate the structural design to determine machining complexity. A standard cylinder requires minimal CNC programming. The cutting tools navigate in simple, continuous toolpaths.
When overseas buyers request complex physical features, the manufacturing duration increases proportionally:
- Asymmetrical Shapes: If the front and back profiles differ, we cannot utilize mirrored CNC programming. This increases engineering and machining time.
- Integrated Handles: Large edible oil bottles featuring pinch-grip handles require specific structural inserts to form the grip area without locking the plastic part inside the mold.
- 3D Embossed Logos: Implementing a raised logo requires precision electrical discharge machining (EDM) or micro-milling. This specialized processing adds a 10% to 20% premium.
If your procurement budget is strict, do not design 3D textures into the steel cavity. Utilize a printed shrink-sleeve label to achieve visual complexity without inflating tooling costs.
Core Factor 4: The Impact of Machining Process and Precision Control on Budget
Machine types dictate the required precision control, driving the manufacturing cost. Semi-automatic molds operate in slower environments with standard tolerances. High-speed rotary molds demand extreme dimensional tolerances and specialized surface hardening to survive continuous operation, justifying the $1000 per cavity cost.
I saw an overseas buyer purchase a cheap rotary mold from an unverified trading company. The supplier applied standard linear-mold tolerances to a high-speed rotary design. The mold fractured under rotational stress within days, causing massive factory downtime.
You must understand that a rotary mold is a high-stress, continuous-duty production tool.
- Precision Tolerances: Rotary machines operate at extreme velocities. If a cavity dimension deviates by ±0.05 mm, the machine mechanism will jam. Achieving aerospace-level tolerances requires expensive 5-axis CNC equipment.
- Surface Hardening: Rotary molds undergo constant mechanical friction. They require specialized surface treatments and anti-wear coatings to maintain dimensional integrity.
Stop treating a rotary mold quotation the same as a linear mold quotation. The structural engineering and quality control requirements are fundamentally different.
Core Factor 5: Regional Price Differences in Mold Manufacturing
Regional supply chains drastically alter mold pricing. Sourcing from Guangdong, China typically saves overseas buyers 30% to 50% compared to European or American suppliers. This advantage stems from dense local raw material networks and efficient manufacturing clusters, maintaining strict industrial quality without Western overhead.
I heard from an engineer in Europe who received a quote for a 6-cavity linear mold from a local domestic supplier. The price was exorbitant. He transmitted the exact specifications to our facility in Guangdong. Our quotation was significantly lower, yet we utilized the identical S136 steel grade and precision CNC equipment.
Why does Guangdong offer a 30% to 50% cost reduction?
- Supply Chain Density: Our tool steel suppliers and heat-treatment facilities operate within the same industrial cluster. We do not incur high domestic shipping costs or wait weeks for raw material delivery.
- Economy of Scale: Guangdong manufacturing clusters process massive volumes of steel and aluminum monthly. We secure lower raw material rates directly from the mills.
- No Brand Markup: Many Western manufacturers apply heavy brand premiums to their tooling. We provide direct source-factory pricing based purely on material and labor.
| Manufacturing Region | Price Level | Primary Cost Drivers |
|---|---|---|
| Europe / USA | High to Very High | High labor rates, massive facility overhead, brand premium |
| Guangdong, China | Moderate (High Value) | Raw material weight, structural complexity, CNC hours |
Avoiding Pitfalls: Hidden Costs Beyond the Quotation
Hidden costs destroy cross-border procurement budgets. Overseas buyers must account for step-by-step pilot validation, the high-end machine "connector trap," and international shipping terms. Missing critical installation fittings in the contract leads to massive unexpected expenditures upon arrival.
The initial quotation sheet is rarely the final landed cost if you fail to audit the technical details. Many unverified suppliers quote a bare "naked mold" price to win your order, subsequently charging you for necessary functional hardware.
Pitfall 1: Blindly Manufacturing High-Cavity Orders. For a new bottle design on a multi-cavity order (e.g., a 24-cavity mold), we do not blindly cut 24 cavities and hope they work. First, we manufacture a pilot mold to verify the bottle's feasibility. Once confirmed, you place the 24-cavity order. We then manufacture exactly 1 production cavity and express ship it to your overseas facility. You test the physical installation on your machine. After you confirm flawless compatibility, we CNC the remaining 23 cavities. Many of my new overseas clients use this exact step-by-step validation to guarantee success on their first order.
Pitfall 2: The High-End Machine Connector Trap. Standard linear machines utilize simple threaded water connections. However, international high-speed rotary machines (like Sidel or Krones) utilize proprietary quick-change systems. They require specific water quick-couplers and exact high-pressure air nozzles. These fittings are extremely expensive. Stop accepting rotary mold quotes without this explicit contract clause: "Includes standard connectors adapted to the specific machine model."
Pitfall 3: International Shipping Terms. Tooling metal is heavy. Air freighting a 6-cavity steel mold block is prohibitively expensive. Ocean freight is economical but involves customs duties and port fees. Always request DDP (Delivered Duty Paid) or CIF terms to calculate your true landed cost.
Budget Optimization: First-Time Installation Success is the True Cost Saver
True budget optimization is not about buying cheaper steel; it is about guaranteeing first-time installation success. Overseas buyers save the most money by partnering with a capable supplier to align all technical details. A mold that runs perfectly upon arrival eliminates massive local modification costs and production downtime.
I see overseas buyers make a fatal mistake: they attempt to optimize budgets by demanding cheaper, rust-prone metal or deleting necessary cooling lines. Don't do this. This jeopardizes your production stability and ultimately costs more in the long run.
For overseas managers, the real budget killer is a mold that fails to install. If a mold arrives at your facility in North America or Europe and the mounting holes are misaligned by 2mm, local machining modifications will cost thousands of dollars—sometimes more than the mold itself. Furthermore, your production line stands idle.
You optimize your budget through intelligent technical alignment:
- Select a Capable Supplier: Partner with a source factory that understands international machine standards.
- Provide Complete Data: Supply the complete machine manual, exact stroke dimensions, and mounting plate drawings to your supplier.
- Demand Technical Verification: Ensure the supplier has the engineering capability to match your machine interface 100% before cutting steel.
Meticulous communication and partnering with an experienced manufacturer guarantee that the mold installs and produces seamlessly on day one. This is the ultimate method for protecting your procurement budget.
Frequently Asked Questions (FAQ)
Q1: How long does it take to manufacture a custom PET blow mold?
For a standard aluminum blow mold, production usually requires 10 to 15 days. Complex multi-cavity linear molds or specialized rotary molds demand 20 to 30 days due to rigorous precision machining and dimensional quality control checks.
Q2: Should I choose an aluminum or steel blow mold?
The vast majority of standard PET blow molds are manufactured using 7075 aluminum because it offers superior thermal conductivity for fast cooling. S136 stainless steel is strictly mandated for hot-fill beverages or thick daily chemicals to guarantee structural stability under thermal stress.
Q3: How much does adding a 3D embossed logo increase the mold cost?
Integrating a custom embossed logo requires precision electrical discharge machining (EDM) or slow micro-milling. This structural complexity typically inflates the overall blow mold quotation by 10% to 20%.
Q4: Can I use the blow mold on any blow molding machine?
No. Blow molds must be highly customized to match the exact mounting plate dimensions, opening stroke, and proprietary air/water connections of your specific blow molding machine model.
Q5: How do you ensure a new 24-cavity mold fits my overseas machine?
We execute a strict step-by-step validation protocol. After pilot shape approval, we manufacture 1 production cavity and ship it to your overseas facility. You test the physical installation. Once you verify perfect mechanical compatibility, we proceed with manufacturing the remaining 23 cavities.
Article Summary Matrix
| Section Focus | Key Cost Variables | Factual Impact on Budget | Expert Advice for Overseas Buyers |
|---|---|---|---|
| Base Price | Machine Type (Semi, Linear, Rotary) | Determines baseline bracket: ~$700 (Semi) vs ~$3000 (Linear) vs ~$1000/cavity (Rotary). | Always specify your exact machine model before requesting a quotation. |
| Material/Capacity | 7075 Aluminum vs S136 Steel | S136 steel and larger volume blocks significantly increase raw material costs. | Utilize aluminum for cold liquids; restrict S136 steel to hot-fill/chemical applications. |
| Cavity Number | Total cavities per mold base | Multiplies cost significantly based on simultaneous bottle output. | Evaluate ROI carefully; match cavity count to actual guaranteed sales volume. |
| Custom Design | 3D Logos, Asymmetry | Increases CNC processing time, adding a 10% to 20% price premium. | Simplify structural shapes; utilize shrink-sleeve labels instead of steel engraving. |
| Machine Precision | Rotary vs Linear stress demands | Rotary demands extreme precision and surface hardening, driving the $1000/cavity cost. | Never purchase cheap rotary molds; they will fracture under continuous rotational stress. |
| Regional Pricing | Guangdong Supply Chain | Dense supply chains and lower overhead save buyers 30% to 50%. | Evaluate actual material and tolerance specifications, not just the brand name. |
| Hidden Costs | Connectors, Installation fittings | Missing Sidel/Krones connectors can add thousands in unexpected costs. | Mandate that specific standard connectors are explicitly listed in your contract. |
| Optimization | First-Time Installation Success | Misaligned molds cause massive local modification costs and downtime overseas. | Partner with a highly capable supplier to align all technical details before cutting steel. |
Related Articles for Further Reading:
- Looking for a Preform Mould Maker in China? 5 Ways to Spot a Trader vs. a Real Factory
- PET Blow Mold Maintenance: When to Refurbish vs. When to Replace for Maximum ROI
- Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained
- From Concept to Production: What Are the 8 Steps to Custom PET Bottle Molds?
- How to Choose the Right Cavity Number for Your PET Preform Mold


