I am Vivian, the Overseas Manager and factory founder of petmolder.com. With 20 years of experience in PET mold and equipment manufacturing in Guangdong, China, I recently received numerous inquiries from clients in Africa and Southeast Asia. Their emails frequently demand: "Please send me the price list for all your machines and molds."
Stop requesting general price lists in international procurement. This is a highly unprofessional practice. A blow molding production line is highly customized; it is not a standardized supermarket commodity. Your machine configuration and price depend entirely on your target output, bottle capacity (e.g., a 500ml water bottle vs. a 5L wide-mouth jar), filling process (cold fill vs. hot fill), and your actual budget. If we do not understand these core engineering data points, any quotation is a meaningless guess.
Today, my technical team and I have compiled this hard-core, data-driven guide to provide a pragmatic commercial and engineering reference for overseas buyers planning on starting a plastic bottle factory.
1. Market Research and Business Plan Positioning
Starting a PET bottle business demands an accurate business plan. Define whether your target is a 500ml standard water bottle, carbonated beverage, or 5L container. Estimated annual output strictly dictates your initial capital expenditure and plant size. Never invest blindly in equipment without specific capacity and output data.
Before procuring any commercial blow molding equipment, you must conduct data analysis on your local market. Blindly purchasing machines without understanding end-customer demands leads to idle equipment and broken cash flow. You need to clarify which specific market segment your PET bottles will serve. Different liquid filling processes have fundamentally different requirements for the bottle and the production line.
Do not assume a single machine can seamlessly switch to produce all types of bottles. Different bottle profiles require different machine strokes and mold structures.
| Target Market Segment | Typical Capacity | Filling Process Characteristics | Production Equipment / Mold Requirements |
|---|---|---|---|
| Purified / Mineral Water | 330ml - 1.5L | Ambient cold filling | High-speed production, standard 7075 aluminum molds |
| Carbonated Soft Drinks (CSD) | 500ml - 2L | Pressurized cold filling | Reinforced petaloid base design |
| Juice / Tea Beverages | 300ml - 1L | 85°C-92°C hot filling | Blow molders with heat-setting process, S136 steel molds |
| Edible Oil / Daily Chemicals | 1L - 5L+ | Ambient high-viscosity filling | Large stroke machines, high clamping force, wide heating pitch |
The estimated daily output you determine is the sole mathematical basis for subsequent equipment selection.
2. Plant Location and Infrastructure Requirements
A PET bottle plant requires strict infrastructure. A basic semi-automatic line demands at least 100 to 300 square meters. You must equip the facility with a three-phase industrial electrical load capable of running high-pressure air compressors and chillers. Food-grade packaging also requires strict cleanroom standards.
I saw an overseas client lease a cheap warehouse, only to discover upon equipment arrival that the building's electrical grid could not support the starting current of a 30-bar high-pressure air compressor. This resulted in a two-month factory shutdown and expensive grid upgrade costs. Stop leasing factory space before calculating the industrial power load.
A standard blow molding production line includes more than just the main machine. Auxiliary equipment occupies massive physical space and energy:
- Industrial Power Load: The blow molding machine's infrared heating lamps, high/low-pressure air compressor systems, and industrial chillers consume immense electricity. Stable three-phase power is mandatory.
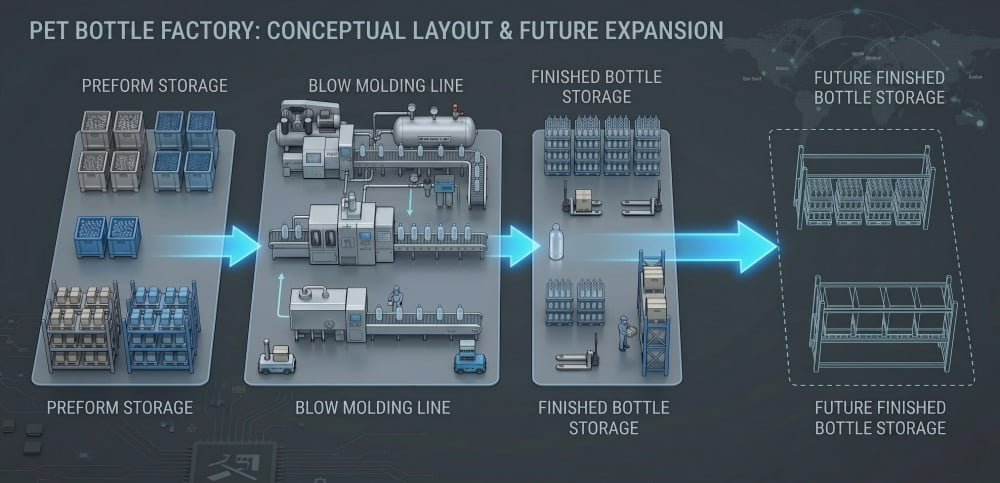
- Spatial Layout Planning: Beyond the machine footprint, you must reserve ample storage space for PET preforms, packaging materials, and the bulky finished bottles. An initial single line usually requires 100 to 300 square meters.
- Compliant Physical Environment: If you produce packaging for drinking water or food, the factory interior must feature epoxy flooring and an air-filtered cleanroom to prevent dust contamination on the transparent PET plastic.
3. Core Production Equipment Selection Guide
Core equipment selection dictates your automation level and labor costs. Semi-automatic machines offer low initial investment but require heavy labor. Fully automated or high-speed rotary machines demand extreme capital expenditure but yield low unit costs. Configure your main machine and auxiliary equipment based strictly on actual order volume.
When evaluating your PET blow molding machine setup, remain rational. Do not purchase a fully automatic rotary machine simply because it "looks advanced." If your monthly sales volume is only 100,000 bottles, expensive automation is a severe waste of capital.
We objectively compare three tiers of machine configurations:
| Equipment Type | Automation Level | Initial Capital Expenditure (Capex) | Applicable Production Scenario |
|---|---|---|---|
| Semi-Automatic Molder | Manual loading/unloading | Lowest (Ideal for startups) | High-mix low-volume, custom irregular bottles, limited funds |
| Linear Automatic Molder | Auto preform loading/ejection | Medium | Standardized production, continuous running, medium orders |
| High-Speed Rotary Molder | Extremely high (syncs with filler) | Extremely High (Large brands) | Single bottle type, multi-million orders, lowest unit cost |
Beyond the main blow molder, the auxiliary system is equally critical. The two-stage blow molding process relies on 30-bar high-pressure, oil-free air to force the plastic against the mold walls. The performance of the high-pressure air compressor, air dryer, precision filters, and industrial chiller directly determines the final forming quality of your bottles.
4. Mold Customization and Capacity Matching Calculation
Scientific mold customization requires strict matching between the machine's clamping force and expected output. Standard cold-fill applications use highly thermally conductive aluminum molds. High-temperature hot-fill applications mandate S136 stainless steel molds. Incorrect clamping force matching causes thick parting lines or bottle bursting.
After defining the machine model, you must proceed with the engineering design of the PET blow mold. Don't tell your supplier to use the cheapest iron to manufacture the mold. Iron rusts, and rust destroys the transparent PET bottle's finish and clogs the cooling channels.
Mold customization must follow physical laws:
- Material Matching: For standard mineral water bottle design, we mandate 7075 aviation aluminum. Aluminum's high thermal conductivity rapidly removes heat from the plastic. However, if you produce 85°C hot-fill juice bottles, the mold requires S136 stainless steel to prevent deformation under long-term thermal stress.
- Cavity Count & Clamping Force: The number of cavities you select must precisely match the blow molding machine's maximum clamping force. In two-stage blow molding, if your mold's projected area exceeds the machine's design capacity, the 30-bar high blowing pressure will micro-open the mold. This results in a thick parting line, parting line misalignment, or even air leakage and bottle bursting.
5. Raw Material Supply Chain: Sourcing Preforms vs. In-House Injection
Startups should utilize two-stage production, sourcing ready-made PET preforms to reduce initial heavy asset investment and technical barriers. Mature, scaled factories should introduce injection machines and molds to process PET resin in-house, further compressing long-term supply chain costs.
This is a classic supply chain dilemma: buy PET preforms vs. make them?
I heard from an overseas startup client who insisted on purchasing injection machines and a preform mold on day one. This is a highly dangerous decision. The technical threshold for injection molding is vastly higher than blow molding; it requires precise control of melt temperature, holding pressure, and extreme mold cooling efficiency.
For the vast majority of startups, we strongly recommend sourcing preforms directly:
- Stage 1 (External Sourcing): Procure already-injected PET preforms from professional local or overseas suppliers. Your factory only handles heating and stretch blow molding. This eliminates the massive expenditure of injection machines and dehumidifying dryers, allowing you to focus capital on market expansion.
- Stage 2 (Internal Integration): When your daily output reaches tens of thousands of bottles and your neck finish is highly standardized, the cost advantage of procuring PET resin for in-house injection becomes apparent. Introducing an injection facility at this point eliminates the supplier's profit margin on preforms.
6. Initial Investment Estimation and Operating Cost Analysis
Accurately calculating initial investment and operating costs is critical for survival. Capex includes machinery, molds, and plant infrastructure. Opex comprises high industrial electricity bills, operator wages, and preform material costs. You must reserve at least six months of cash flow for the early production ramp-up.
Stop staring only at the machine quotation sheet. A $10,000 blow molding machine will not run your factory directly. You must establish a comprehensive financial accounting framework.
- Capital Expenditure (Capex): This is a one-time fixed asset investment. It includes the main blow molding machine, high/low-pressure air compressors, industrial chillers, custom mold sets, epoxy floor modifications, and high-voltage grid connection fees.
- Operating Expenditure (Opex): This is the continuous drain on your daily cash flow. Besides the material cost of procuring PET preforms, industrial electricity is usually the highest factory expense. The blow molder's heating tunnel and the high-pressure air compressor consume massive power. Additionally, you must account for operator wages and routine maintenance consumables.
Do not start a project without reserved working capital. We advise clients to prepare at least 6 months of Opex cash flow to handle initial equipment tuning and client payment cycles.
7. Quality Control and Industry Compliance Standards
Strict quality control and compliance act as absolute entry barriers for large B2B clients. Factories must execute top-load testing, drop testing, and sectional weight analysis. Producing food or pharmaceutical-grade packaging requires prior ISO certification or local FDA food safety permits.
In two-stage blow molding, do not assume that blowing a transparent plastic shell means success. The uniformity of material distribution is the core metric.
You must establish a basic QA laboratory within the factory:
- Sectional Weight Analysis: Every day, we cut test bottles into top, body, and bottom sections to weigh them individually. This verifies whether the material distribution from the preform during the stretch blow molding process is uniform.
- Bottom Gate Inspection: Check if the stretch rod pushed the preform's gate to the exact center of the bottle base. If there is a bottom gate off-center issue, the bottle will easily burst from the eccentric weak point when pressurized on the filling line.
- Top-load Testing: Simulate the vertical pressure the bottle endures when stacked on pallets to ensure it does not collapse during transit.
If your goal is to supply multinational supermarkets, compliant food-contact plastic standards and health certificates are your mandatory bidding passports.
8. Cost Reduction: Production Efficiency Optimization and Future Scaling Strategies
Optimizing production efficiency requires minimizing unexpected equipment downtime. Factories must establish strict maintenance cycles, such as replacing compressor filters and cleaning mold water channels. When planning the initial layout, reserve adequate physical space for future automated packaging lines.
Downtime is the greatest drain on factory profits. If you fail to replace chiller filters promptly, scale will clog the mold's water channels. Your cooling efficiency will drop, and hourly production capacity will plummet. You must enforce standardized preventive maintenance.
Furthermore, do not pack your initial plant layout too tightly. As your business scales, you will need to upgrade from manual boxing to fully automated labeling machines and shrink wrapping lines. When drafting your first floor plan, apply an engineering perspective: reserve a reasonable straight-line physical extension space for future conveyors and downstream packaging equipment.
Frequently Asked Questions (FAQ)
Q1: What is the estimated minimum space required to set up a basic PET bottle production line?
For a standard semi-automatic blow molding setup including auxiliary equipment (air compressors, chillers) and a small storage area for preforms and finished bottles, a minimum of 100 to 150 square meters is typically required. Fully automated lines demand significantly more area.
Q2: Should a startup business inject its own preforms or buy ready-made ones?
In most cases, it is highly recommended for startups to buy ready-made preforms from established suppliers. This eliminates the need to purchase expensive injection machines and preform molds, drastically lowering initial capital expenditure and allowing the business to focus solely on the blow molding process.
Q3: What are the biggest ongoing operating costs in a PET bottle manufacturing plant?
Besides the raw material (PET preforms), electricity is usually the highest operating expense. The blow molding machine's infrared heating lamps, high-pressure air compressors, and chillers consume substantial amounts of industrial power.
Q4: How many operators are typically needed to run a PET bottle manufacturing shift?
This depends heavily on the automation level. A semi-automatic machine generally requires one dedicated operator per machine to load preforms and remove finished bottles. A fully automated production line often requires only 1 to 2 operators per shift to monitor the system and handle quality control.
Q5: Can I produce both water bottles and hot-fill juice bottles on the same machine?
Technically yes, provided the blow molding machine is designed to handle hot-fill processes (equipped with specialized heating tunnels and heat-resistant interfaces). However, you must change the molds. Standard water bottles use aluminum molds, while hot-fill bottles require specialized S136 stainless steel molds.
Article Summary Matrix
| Business Execution Phase | Core Focus | Key Engineering & Cost Variables | Expert Advice for Overseas Managers |
|---|---|---|---|
| Market & Planning | Define segment demands | Target capacity, estimated annual output. | Never request quotations without explicit output and filling process data. |
| Plant & Infrastructure | Industrial physical environment | 100-300 sqm space, heavy-load 3-phase power. | Have an electrician verify the grid can handle high-pressure compressor startup before leasing. |
| Core Equipment Selection | Match automation needs | Semi-auto vs. Auto Linear/Rotary machines. | Do not over-invest in automation just to look advanced; select based on actual order volume. |
| Mold Matching | Clamping force & Thermal stress | 7075 Aluminum (Cold) vs. S136 Steel (Hot). | Ensure mold projected area matches max clamping force to prevent thick parting lines. |
| Raw Material Supply | Capital vs. Tech threshold balance | Sourcing preforms vs. In-house injection. | Startups must use a two-stage process (buy ready-made preforms) to minimize risk. |
| Financial Budgeting | Capex and Opex accounting | Machine costs, high industrial electricity. | Must reserve at least 6 months of operating cash flow to handle initial tuning. |
| Quality Control | Large B2B client entry barriers | Bottom gate off-center, sectional weight analysis. | Establish a basic QA lab; unevenly stretched bottles will burst on the filling line. |
| Future Scaling | Preventive maintenance & Space | Unexpected downtime, physical space for packaging. | Enforce scheduled water channel cleaning; reserve straight-line space for automatic wrappers. |
Related Articles for Further Reading:
- What is PET Two-Stage Molding? The Ultimate Beginner's Guide to the Factory Process
- Comprehensive Analysis: How Much Does a PET Blow Mold Cost?
- From Concept to Production: What Are the 8 Steps to Custom PET Bottle Molds?
- Looking for a Preform Mould Maker in China? 5 Ways to Spot a Trader vs. a Real Factory
- How to Choose the Right Cavity Number for Your PET Preform Mold


