1. Busting the Myth: There Is No Universally "Best" Mold Material
There is no universally superior material for PET blow molds. The decision between aluminum and S136 stainless steel must be dictated by physical properties, thermodynamic requirements, production volume, and clamping unit kinematics. Specifying expensive steel without engineering justification is a common procurement error that can reduce machine efficiency.
In my 20 years of managing a mold manufacturing workshop in Guangdong, one of the more frequent engineering misunderstandings I encounter from overseas buyers is the assumption that higher material density and elevated procurement costs automatically equate to superior mold performance. Many purchasing managers, particularly those transitioning from the injection molding sector where heavy tool steel is standard due to high injection pressures, often apply the same logic to the blow molding process.
The "best" mold does not exist; only the most mathematically and mechanically appropriate mold exists for your specific blowing line. Over-specifying your blow mold material configuration can actually be counterproductive: it will extend your cycle times and can accelerate mechanical wear on your machinery. The material selection matrix must objectively evaluate the intended bottle contents, thermodynamic cooling demands, the structural load limits of your blow molding machine, and the operational protocols of your factory floor personnel.
2. Physical Advantages and Ideal Applications of Aluminum Blow Molds
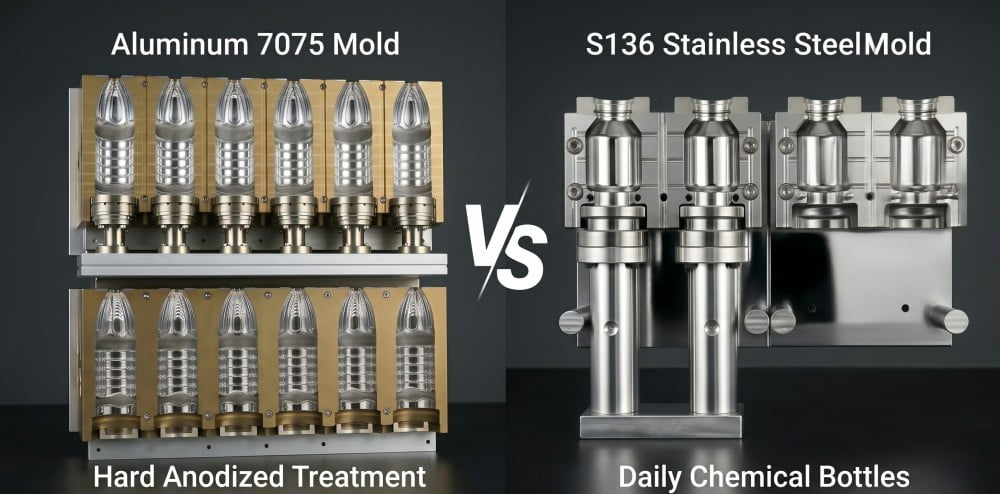
Aerospace-grade aluminum alloys, specifically 7075 and 6061, are standard in PET blow molding due to their low density and exceptional machinability. This material minimizes CNC spindle hours, lowers carbide tooling wear, and provides an excellent return on investment for standard cold-fill beverage and edible oil containers.
In our workshop, over 80% of our global clients specify aluminum for their blow mold material selection. However, raw aluminum is structurally insufficient to endure the repetitive clamping forces of industrial blow molding long-term. It must undergo strict surface treatment. To achieve the required surface hardness, we apply a hard anodizing process. This electrochemical treatment generates a dense, integrated layer of aluminum oxide ($Al_2O_3$) on the cavity surface, typically measuring between 30 to 50 microns in thickness. This layer offers excellent resistance to the minor abrasions caused by PET material flow and standard operational handling.
For rotary blow molds, we typically recommend Aluminum 6061. This alloy responds exceptionally well to hard anodizing, forming a uniform, highly durable black surface. Conversely, for standard linear machines that experience more abrupt clamping deceleration, a higher baseline yield strength is required, making Aluminum 7075 the appropriate choice. Following hard anodizing, Aluminum 7075 presents a distinct brown or gold finish.
From a manufacturing standpoint, the low density of aluminum facilitates high-speed CNC milling. Our machining centers operate at significantly higher feed rates when cutting aluminum compared to tool steel. This rapid material removal rate minimizes total machine hours and lowers the final tooling cost for the buyer, while maintaining strict dimensional tolerances.
Table 1: Aluminum Surface Treatment and Application Matrix
| Material Grade | Tensile Strength (Approx.) | Post-Machining Treatment | Visual Appearance | Primary Factory Application |
|---|---|---|---|---|
| Aluminum 6061 | ~310 MPa | Hard Anodizing | Solid Black | High-speed rotary machine molds |
| Aluminum 7075 | ~572 MPa | Hard Anodizing | Brown / Gold | High-strength linear machine molds |
| S136 Steel | ~1000+ MPa | Mirror Polishing | Silver / Reflective | Hot-fill containers, corrosive chemicals |
3. The Thermodynamic Clash: How Cooling Efficiency Dictates Your Output
Aluminum features a thermal conductivity three to four times higher than S136 stainless steel. This physical property accelerates heat dissipation during stretching, significantly reducing cycle times. S136 steel retains thermal energy longer, which lowers the output of high-speed cold-fill production lines by extending the in-mold cooling phase.
In PET bottle manufacturing, cooling efficiency is the primary factor dictating your hourly output capacity (BPH). When the heated PET preform, which enters the mold at approximately 100°C to 110°C, is stretched by the rod and expanded via high-pressure air against the cavity walls, the mold material must instantly absorb that thermal energy and transfer it into the internal cooling channels. If the plastic is not cooled below its glass transition temperature before the mold opens, the bottle will suffer from volume shrinkage and severe dimensional deformation.
The thermodynamic properties of aluminum provide a clear mechanical advantage here. Aluminum possesses a superior thermal conductivity of roughly 130 to 150 $W/m \cdot K$. This ensures heat is drawn away from the PET material rapidly, locking the polymer chains in place.
In contrast, S136 stainless steel has a much lower thermal conductivity, measuring roughly 16 to 24 $W/m \cdot K$. If a solid S136 mold is installed on a high-speed cold-fill production line, the mold's cooling system must work significantly harder to remove the same thermal load. Consequently, the machine's cycle time must often be extended by fractions of a second to prevent the bottles from ejecting while still pliable. Over a 24-hour production shift, this cycle extension results in a notable reduction in total production volume.
4. The Hardcore Strength of S136 Stainless Steel Molds
S136 stainless steel delivers extreme surface hardness, excellent mirror-polishing capabilities, and high corrosion resistance. Factory engineers specify S136 tooling primarily when manufacturing hot-fill containers that require active mold heating or when molding packaging for chemically aggressive daily chemical products.
Using aluminum for high-temperature crystallization processes is not recommended. If your engineering project involves a PET hot fill mold material, S136 stainless steel is the standard configuration. Hot-fill processes require a precise "heat-setting" phase to increase the crystallinity of the PET bottle walls, allowing the final container to withstand filling temperatures of 85°C to 92°C without thermal distortion.
To achieve this heat-setting, hot oil or high-temperature pressurized water (often reaching 140°C) is circulated continuously through the mold's internal channels. Because aluminum transfers heat to the surrounding environment very quickly, it is structurally difficult to maintain a highly stable, uniform elevated surface temperature across the entire mold cavity. S136 stainless steel provides much better thermal stability under these conditions. Additionally, S136 contains a high chromium content (approximately 13.6%), granting it exceptional chemical corrosion resistance.
Case Study 1: The Corrosive Cosmetic Additive
I previously worked with a European client developing thick-walled PET jars for a specialized cosmetic exfoliating cream. To control their initial tooling investment, their procurement team preferred hard-anodized aluminum molds. I noted that the specific PET resin they selected contained active chemical additives designed to prevent UV degradation, which might affect the aluminum over time. They proceeded with aluminum based on budget constraints.
Within three months of continuous production, the outgassing of these chemical additives during the blow molding process began to chemically etch the aluminum oxide layer. Micro-pitting developed along the cavity walls, transferring a matte texture onto the cosmetic jars, which impacted visual quality. We subsequently remachined the entire tooling set using S136 stainless steel. The high chromium content of the S136 successfully resisted the corrosive outgassing, and the molds have run smoothly for over two million cycles. If your polymer contains aggressive off-gassing agents, steel is the more secure choice.
5. Financial Trade-Off: Initial Machining Costs vs. Long-Term Maintenance
Aluminum molds present a lower initial CNC procurement cost but are more susceptible to mechanical indentation from improper manual handling. S136 stainless steel requires higher raw material costs and longer CNC hours, but its high surface hardness reduces mold refurbishment frequency in highly utilized facilities.
When calculating the comprehensive cost of a PET blow mold, procurement departments should evaluate the Total Cost of Ownership (TCO), rather than solely the initial quotation.
S136 stainless steel blow molding tooling requires highly rigid CNC machinery. The cutting parameters dictate slower spindle speeds, reduced feed rates, and more expensive coated carbide cutting tools. Furthermore, S136 requires extensive manual benchwork and diamond paste polishing to achieve a mirror finish. This translates to a higher initial capital expenditure.
However, the high surface hardness of S136 (routinely heat-treated to HRC 48-52) actively withstands micro-abrasions and blunt force damage over time. For manufacturing facilities where Standard Operating Procedures (SOPs) for mold installation are less refined, an aluminum mold dropped or struck with a tool will incur repair and recalibration costs. Regardless of the chosen material, optimizing asset lifespan requires strict adherence to blow mold preventive maintenance protocols.
Table 2: Cost and Maintenance Comparison Matrix
| Engineering Variable | Aluminum Molds | S136 Stainless Steel Molds |
|---|---|---|
| Initial Raw Material Cost | Lower | Higher |
| CNC Machining Speed | Faster (High feed rates) | Slower (Low feed rates, high tool wear) |
| Resistance to Operator Impact | Moderate (Prone to plastic deformation) | High (Resists severe blunt force) |
| Refurbishment Complexity | Moderate (Requires re-anodizing) | Higher (Requires specialized laser welding) |
| Polishing Requirements | Standard mechanical polishing | Labor-intensive diamond paste polishing |
6. The Dialectic of Longevity: Mold Detail Wear vs. Machine Carrier Protection
A critical engineering consideration is the kinetic energy exerted on the blow molding machine. S136 steel operates at 7.8g/cm³, generating massive mechanical inertia. Installing heavy steel molds into machines with less rigid clamping structures systematically accelerates the mechanical fatigue of clamping toggle mechanisms and tie bars.
Factory managers must evaluate a physical trade-off: maximizing the mold's structural resistance to wear versus protecting the lifespan of the blow molding machine carrier. A standard single-cavity aluminum mold for a 500ml bottle weighs between 15 to 20 kilograms. An identically dimensioned S136 stainless steel mold weighs between 45 to 60 kilograms.
During high-speed continuous operations, the clamping unit opens and closes tens of thousands of times per shift. Kinetic energy is directly proportional to mass. A 60 kg solid steel block moving at high velocity exerts substantial physical stress on the machine's toggle links, linear guide rails, and servo-motor bearings during the rapid deceleration and clamping phases.
Case Study 2: The Linear Machine Overload in Indonesia
I received an inquiry from an Indonesian client for a 1.5L, 4-cavity linear blow mold. His procurement specifications strictly demanded full S136 stainless steel construction. I reviewed the parameters and asked, "Do your operators change this specific mold frequently?" He indicated that due to continuous domestic demand, the mold rarely leaves the machine.
From an equipment protection standpoint, I provided an engineering assessment: for a 1.5L capacity, a 4-cavity solid steel mold is massive, weighing nearly 240 kilograms. It will exert substantial kinetic force on the linear blow molding machine's clamping unit, particularly if the machine's carrier frame is not exceptionally rigid. Citing previous issues where operators accidentally dented aluminum molds, he opted for steel.
Once production began, the machine's servo motors struggled under the inertial load during acceleration and deceleration. Within 48 hours, he reported noticeable mechanical vibration across the machine frame. By week two, the excessive inertial load caused premature wear on the toggle pins, resulting in a loss of locking force. During the high-pressure blowing phase, this allowed the mold parting line gap to widen, causing highly noticeable and uneven parting line seams on the 1.5L bottles, degrading their visual quality. The machine required downtime for maintenance. We subsequently remachined a lightweight aluminum set to accommodate the machine's structural limits. Lighter aluminum molds systematically protect machine hardware and reduce long-term mechanical fatigue.
7. The Expert Solution: Aluminum Bodies with S136 Stainless Steel Inserts
To balance thermodynamic cooling efficiency with structural durability, advanced mold makers utilize a hybrid design. This integrates high-thermal-conductivity aluminum cavity bodies with hardened S136 stainless steel inserts, precisely positioned at high-stress areas like the preform neck interface and the base push-up zone.
In a standard production environment, the areas of a PET blow mold subjected to the highest physical stress are the neck ring interface (where the preform is suspended) and the base push-up zone (the termination point of the high-pressure stretch rod). These zones endure high repetitive mechanical stress and physical friction. If an operator slightly misaligns the stretch rod during calibration, or if the preform transfer mechanism deviates, pure aluminum molds are more likely to develop indentations in these precise locations.
We engineer hybrid blow mold inserts to mitigate this issue. By constructing the primary cavity body blocks from aerospace-grade aluminum, we preserve the critical thermodynamic cooling efficiency necessary for fast cycle times while keeping the overall mass low to protect the machine's kinematics.
Simultaneously, we machine the neck and base sections as independent, removable inserts using S136 stainless steel hardened to HRC 50. These steel inserts are fitted into the aluminum body utilizing extreme precision tolerances (often within ±0.01mm) to accommodate the differing coefficients of thermal expansion between the two metals. This hybrid approach provides high mechanical impact resistance exactly where structural wear is most probable.
8. Customized Decision Matrix: How to Choose the Best Solution
Engineering a stable blow molding operation requires aligning mold materials with actual factory conditions. Standard cold-fill operations benefit from aluminum's ROI. Facilities running hot-fill processes, handling corrosive chemicals, or requiring high impact tolerance during tool changes should deploy S136 steel or hybrid systems.
Procurement decisions should not be based on isolated variables. We recommend using the following objective framework to guide material selection. Prior to finalizing blueprints, ensure you communicate your machine's exact clamping force specifications and your target cycle times to your mold engineer.
Table 3: Customized Decision Matrix Based on Factory Conditions
| Factory Condition / Engineering Requirement | Recommended Mold Material Strategy | Engineering Rationale |
|---|---|---|
| Standard Volume, Cold-Fill Beverage, General Operations | Pure Aluminum (7075/6061) | Lower initial CNC cost, rapid thermodynamic cooling, minimal load on machine kinematics and bearings. |
| Hot-Fill Applications (85°C+) / Corrosive Chemicals | Pure S136 Stainless Steel | Provides the necessary high-temperature thermal stability for PET crystallization; excellent chemical corrosion resistance. |
| Frequent Tooling Changeovers, Less Refined SOPs | Pure S136 Stainless Steel | High surface hardness provides an increased margin of error against accidental tool strikes or blunt force during manual installation. |
| High-Speed Output, Complex 3D Base Geometry | Hybrid (Al Body + S136 Inserts) | Balances rapid cavity cooling with high localized mechanical wear resistance at the stretch rod impact zone. |
FAQ
Q1: How much cheaper is an aluminum blow mold compared to an S136 stainless steel one?
A: Strictly speaking, an aluminum blow mold is typically 15% to 25% cheaper to procure. This cost differential is primarily because aluminum is significantly faster and easier to machine on CNC milling equipment. S136 stainless steel requires specialized coated tooling, slower feed rates, and labor-intensive manual polishing, which increases machining costs.
Q2: Can I use an aluminum mold for hot-fill PET bottles?
A: It is not recommended. Hot-fill processes require a dedicated "heat-setting" phase where the mold is actively heated (utilizing circulating hot oil or water up to 140°C) to alter the PET crystallinity. Aluminum's rapid thermal conductivity makes maintaining these stable, high surface temperatures extremely difficult. S136 stainless steel is the standard for this application.
Q3: Does the weight difference between aluminum and steel really impact my blow molding machine?
A: Yes, the impact is highly noticeable, particularly on blow molding machines with less rigid carrier frames. Because S136 stainless steel is nearly three times denser than aluminum, a solid steel mold exerts massive kinetic energy on your machine's clamping toggle unit during high-speed operation. Forcing a machine to systematically accelerate and decelerate heavy steel increases mechanical strain on bearings and linkages, which can affect the machine's operational lifespan.
Q4: Do S136 stainless steel molds produce clearer or shinier PET bottles?
A: Not necessarily. While S136 has excellent mirror-polishing potential, the ultimate clarity and gloss of a PET bottle depend heavily on the preform heating profile and the biaxial stretching process. If the machine's blowing parameters are calibrated correctly, hard-anodized high-grade aluminum can produce highly transparent and glossy containers.
Q5: What exactly is a hybrid blow mold?
A: A hybrid mold is an engineered solution that utilizes an aluminum main cavity body to ensure rapid cooling and lower overall weight, combined with hardened S136 stainless steel inserts precisely fitted at high-stress zones like the preform neck ring and the base push-up. This design merges the fast cycle times of aluminum with the structural durability of steel.
Related Articles for Further Reading:
- Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained
- Comprehensive Analysis: How Much Does a PET Blow Mold Cost?
- Custom Blow Molds: 4 Reasons Your New Mold Won't Fit Your Blowing Machine
- PET Blow Mold Preventive Maintenance: A Complete Guide for Aluminum and Stainless Steel Tooling
- What is PET Two-Stage Molding? The Ultimate Beginner's Guide to the Factory Process