The optimal strategy for establishing a custom PET bottle supply chain depends strictly on your monthly volume metrics. Procure standard empty bottles for market testing under 20,000 units. Utilize custom tooling with local OEM facilities for unique designs up to 150,000 units. Invest in an independent production line only when volumes consistently exceed regional OEM capacity.
In my 16 years of managing overseas markets at Zhongshan Jindong Machinery Co., Ltd. (established in 2010, building upon our predecessor factory founded in 2004), I frequently encounter a recurring procedural misunderstanding. Operating from our 8,000-square-meter facility in the Shite Industrial Zone, Zhongshan City, I consistently receive inquiries from buyers in regions like South Africa, Bangladesh, and Nigeria. Their request is often identical: they wish to customize a 500ml mold to initiate production immediately. Upon requesting the technical parameters of their host stretch blow molding machine, the response frequently indicates an absence of machinery.
A custom PET mold is not an independent production unit. Understanding the commercial landscape of PET packaging requires objective, data-driven analysis of your production goals. Today, my engineering team and I will dissect the mechanical and financial calculations required before commissioning a mold.
1. What is a Custom PET Blow Mold Configuration?
A PET blow mold is a precision-engineered passive tooling cavity designed to shape a heated polymer preform using high-pressure pneumatic expansion. Without a host stretch blow molding machine providing infrared thermal conditioning, axial stretching, and 30-40 bar of air pressure, the mold remains non-functional.
Every week, I process communications stating a desire to customize a 500ml mold to begin immediate production. The physical reality of polymer processing dictates a different operational sequence. A custom blow mold, while a highly precise component machined in our CNC centers, remains inert without a host machine.
To transform a PET preform into a finished container, the operation relies on the two-stage stretch blow molding method. As documented in technical literature from machinery manufacturers like SIDEL and Krones, this process requires precise thermodynamic conditioning. The PET preform must be heated above its glass transition temperature using infrared lamps. Once conditioned, it is transferred into the mold cavity. A mechanical stretch rod descends to provide axial orientation, while high-pressure blowing air introduces hoop orientation, forcing the material against the chilled mold walls to induce strain-crystallization.
In our facility, we engineer these molds utilizing 7075 aluminum and S136 stainless steel inserts to ensure dimensional stability over a lifespan of 6 million production cycles. However, without the host machine to deliver the pneumatic pressure and mechanical clamping force, the mold cannot yield a single container. For a deeper understanding of the entire sequence, refer to What is PET Two-Stage Molding? The Ultimate Beginner’s Guide to the Factory Process.
2. How to Evaluate Your True Production Volume Requirements
Calculating production requirements involves translating seasonal demand into hourly machine output. A demand of 18,000 bottles over a three-month period requires merely 18 hours of operation on a basic 1,000 BPH semi-automatic machine, making dedicated facility investments unviable for low-volume applications.
A frequent scenario involves clients projecting perceived massive volume requirements. For instance, a client recently presented a business plan requiring 18,000 bottles over a three-month quarter. To a new entrant, this numerical value appears substantial. We must subject this to strict mechanical calculation.
An entry-level, manually operated semi-automatic stretch blow molding machine processes an average output of 1,000 bottles per hour (BPH).
$$ T_{production} = \frac{Total Volume}{Hourly Output} $$
For an 18,000-bottle requirement:
$$ T_{production} = \frac{18,000}{1,000} = 18 \text{ hours} $$
Allocating capital to lease a factory space, install industrial electrical infrastructure, and hire operators for a production run requiring merely 18 hours per quarter results in severe resource underutilization. In contrast, I managed an 18,000 BPH automated production line project for a client named Alain. That specific rotary equipment fulfills the aforementioned three-month demand in exactly 60 minutes. Before investing, you must calculate the physical time required to fulfill your target volume.
Table 1: Equipment Capacity vs. Production Time Allocation
| Target Volume | Machine Type | Output Capacity (BPH) | Operating Time to Fulfill Volume |
|---|---|---|---|
| 18,000 units | Semi-Automatic | 1,000 | 18 Hours |
| 50,000 units | Linear Automatic (2 Cavity) | 2,000 | 25 Hours |
| 150,000 units | Linear Automatic (4 Cavity) | 4,000 | 37.5 Hours |
| 500,000 units | Rotary Automatic | 12,000+ | ~41 Hours |
3. Cost of the Blow Molding OEM Strategy and Preform Sourcing
The financial calculation for utilizing an OEM facility must incorporate the amortized custom mold cost, the procurement of specific PET preforms, and the OEM per-unit processing fee. If the local OEM lacks compatible preforms, the buyer assumes the logistical burden of raw material supply.
If you choose the "Custom Mold + OEM Factory" route, your costs extend far beyond the initial tooling acquisition. For a detailed breakdown of tooling expenses, refer to our Comprehensive Analysis: How Much Does a PET Blow Mold Cost?. You are effectively renting machine time. A critical variable in this equation is the preform.
If your custom structural design requires a 28g preform with a 29/25 neck finish, but your designated local OEM only stocks 30/25 preforms for carbonated soft drinks, the OEM cannot supply the raw material. The responsibility of sourcing, purchasing, and transporting these specific preforms to the OEM facility falls upon you.
When supplying your own preforms, you must monitor dimensional tolerances strictly. Variations in preform concentricity will amplify during the stretching phase, leading to uneven wall thickness in the final bottle. For an in-depth analysis of material inputs, review our documentation on Why Do Hidden PET Preform Mold Defects Kill Your Factory Profits?.
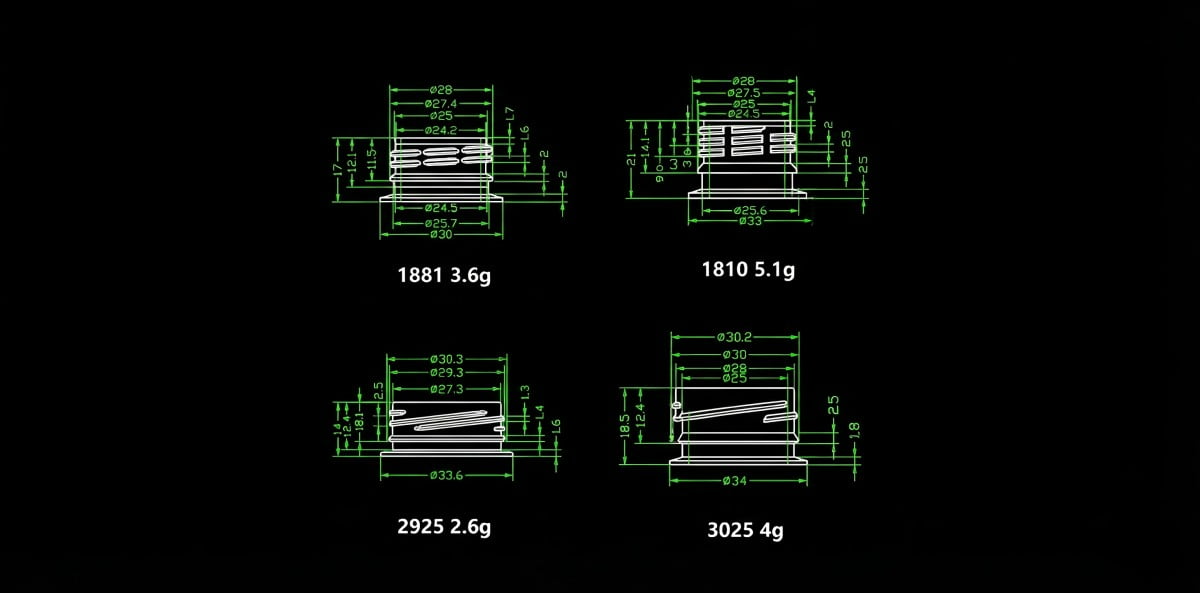
(Figure 1: Matching preform weight and neck finish is mandatory before initiating custom mold production. Incompatibility between the mold neck design and the available preforms leads to production halts at the OEM facility.)
4. Common Problems of OEM Production and Hardware Integration
Introducing a custom mold into an OEM facility necessitates hardware modifications known as change parts. Transitioning between different neck finishes requires procuring new mechanical grippers, transfer arms, and stretch rods. Additionally, the mold must geometrically align with the machine’s tie-bar distance and stroke limits.
A mechanical conflict frequently arises from neck finish discrepancies. Assume your custom bottle is engineered for a lightweight 29/25 water closure. However, your selected OEM partner predominantly processes 30/25 neck finishes for their standard production runs. While your custom mold shapes the body of the container, the blowing machinery handles the preform exclusively by the neck ring.
To accommodate your 29/25 preforms, the OEM must physically dismantle and replace their preform unscrambler rails, heating mandrels, transfer arm grippers, and blowing nozzles. In industrial terminology, these components are defined as "Change Parts." The procurement of these precise mechanical assemblies, coupled with the lost production time required for their installation and calibration, incurs financial overhead. Define the financial responsibility for Change Parts prior to commissioning your mold. Familiarize yourself with standard parameters through The Ultimate Guide to Preform Neck Finishes.
Furthermore, the machine’s clamping unit operates within strict spatial limitations. If the external dimensions of your custom mold exceed the distance between the machine’s tie-bars, the mold cannot physically enter the clamping area. The stroke length—the maximum distance the clamping plates separate—must be sufficient to allow the newly formed bottle to eject cleanly. Without these precise measurements, the result is incompatible tooling.
In our manufacturing protocols, we mandate the collection of machine data before initiating CNC programming. We utilize Manufacturing Execution Systems (MES), specifically Black Lake (小工单), to track dimensional requirements through every process node, ensuring the final tool matches the provided data precisely. We monitor parting line alignment and dimensional tolerances closely, ensuring there is no gap that could cause pressure loss during the blowing cycle. For detailed engineering criteria on hardware matching, consult Custom Blow Molds: 4 Reasons Your New Mold Won’t Fit Your Blowing Machine.
5. Buying Empty Bottles vs. Custom OEM vs. Self-Production Equipment
Selecting a manufacturing path determines your capital allocation. Procuring standard empty bottles minimizes initial financial exposure. Combining a custom mold with OEM processing balances branding with lower capital outlay. Self-production requires high, consistent volumes to offset equipment depreciation.
Navigating the commercial landscape of PET packaging requires establishing a definitive operational route. Based on our factory history, we classify market entry into three distinct strategies. Avoid committing to heavy machinery before securing market validation.
Strategy 1: Procuring Standard Empty Bottles (The Validation Phase)
When monthly requirements remain below 20,000 units, allocating funds to custom tooling is inefficient. Sourcing commercially available, pre-blown empty bottles from local distributors limits initial capital expenditure strictly to liquid ingredients, labeling, and distribution. This allows you to validate market acceptance before committing to manufacturing hardware.
Strategy 2: Custom Mold + Blow Molding OEM Factory (The Branding Phase)
When standard bottle geometries fail to align with your packaging design, custom tooling becomes necessary. This involves investing capital into the CNC machining of a bespoke mold. Upon completion, this mold is transported to your local region, where you contract an existing water or beverage plant (the OEM) to install your mold into their equipment and blow the bottles for a per-unit processing fee.
Strategy 3: Independent Self-Production (The Scale Phase)
When monthly demand surpasses the processing capacity of regional OEMs, or when OEM scheduling disrupts your supply chain logistics, establishing an independent production line becomes the necessary progression.
Table 2: Capital Allocation Strategy Comparison
| Strategy Phase | Capital Investment Level | Brand Differentiation | Operational Complexity | Target Volume (Monthly) |
|---|---|---|---|---|
| Buy Empty | Minimal | Low (Standard shapes) | Low | < 20,000 units |
| OEM Strategy | Moderate (Tooling Cost) | High (Custom design) | Moderate (Logistics) | 20,000 – 150,000 units |
| Self-Production | Substantial (Full Line Cost) | High | High (Facility management) | > 150,000 units |
6. Case Study: Transitioning to a $9,000 Semi-Automatic Line
Procuring a foundational semi-automatic production line, requiring an initial investment of approximately $9,000, becomes mathematically viable when consistent monthly demand exceeds regional OEM capacity or when processing fees significantly erode profit margins.
When navigating international trade compliance and financing via platforms like XTransfer for clients, discussions frequently shift from tooling to equipment acquisition. Self-production becomes logical when OEM processing fees, combined with scheduling constraints, begin restricting operational margins.
A client in Bangladesh recently analyzed their supply chain data. Their monthly volume had stabilized at 120,000 units. The OEM was charging a premium for small batch runs and frequently delaying production. We advised a transition from OEM reliance to independent production.
The capital required for a foundational semi-automatic line starts at approximately $9,000 USD. By migrating production in-house, the client eliminated OEM fees and reduced transportation costs by blowing bottles on-demand. In-house production necessitates strict adherence to maintenance protocols to prevent dimensional variations. We provided them with our standard operating procedures to ensure their 7075 aluminum tooling maintained longevity over continuous cycles.
(Figure 2: A foundational semi-automatic production layout requires coordinated integration of high-pressure pneumatics and thermal conditioning units. The main blowing host relies on a 30-bar air compressor system.)
Table 3: Foundational Semi-Automatic Line Component Breakdown
| Equipment Component | Function in the Production Cycle | Technical Consideration |
|---|---|---|
| Infrared Rotary Heater | Heats preforms to glass transition temperature | Must maintain steady thermal profile |
| Main Blowing Host | Provides clamping force and houses the PET mold | Requires rigid tie-bar alignment |
| High-Pressure Air Compressor | Delivers 30 bar pressure for bottle expansion | Requires high-efficiency air filtration |
| Low-Pressure Air Compressor | Powers pneumatic cylinders for mechanical movement | Supports stable actuator operation |
| Water Chiller | Circulates cooling water through the mold | Crucial for setting the polymer structure |
7. FAQ: Strategic Custom PET Bottle Decisions
FAQ 1: I need 10,000 bottles a month. Should I customize a mold or buy a machine?
For volumes under 20,000 units, the recommended protocol is purchasing standard empty bottles from your local market. This approach limits financial exposure while testing market viability. Defer machine or mold purchases until demand stabilizes.
FAQ 2: What are "Change Parts" and why are they relevant to OEM production?
If your custom bottle specifies a 29/25 neck finish, but the OEM factory is configured for a 30/25 finish, they must modify their machine’s grippers and stretch rods. You must define financial responsibility for these change parts and the associated machine downtime before initiating mold manufacturing.
FAQ 3: If I choose the OEM route, do I need to supply my own preforms?
Verification with the OEM facility is required. If they do not maintain an inventory of the specific preform weight and neck size dictated by your custom bottle design, you assume responsibility for purchasing and supplying the correct preforms to their facility.
FAQ 4: What specific data is needed from the OEM factory to manufacture a custom mold?
We require precise blow molding machine parameters: machine configuration (linear or rotary), tie-bar distance, mold opening stroke, and bottom mold specifications. Without this technical data, geometric incompatibilities may render the mold unusable on their equipment.
FAQ 5: When does it become viable to purchase a $9,000 production line?
Capital investment in machinery becomes logical when your consistent monthly demand exceeds the processing capacity of local OEMs, or when their processing fees and scheduling constraints restrict your operational margins. Independent lines provide control over production schedules.
Related Technical Resources:
- From Concept to Production: What are the 8 Steps to Custom PET Bottle Molds?
- Looking for a Preform Mould Maker in China? 5 Ways to Spot a Trader vs a Real Factory
- PET Blow Mold Preventive Maintenance: A Complete Guide for Aluminum and Stainless Steel Tooling
- Is Your Preform Mould Design Stealing Your Cycle Time and Electricity?
- PET Bottle Base Rollout Analysis: A 6-Step Guide to Fixing Center Gate Bulging