High-speed rotary blow molds for Krones and Sidel machines require precise engineering, aviation-grade aluminum, and exact connector matching to ensure seamless drop-in compatibility. Sourcing compatible tooling from specialized manufacturers provides agility, high-performance cooling, and rigorous CMM dimensional verification, maintaining maximum bottles-per-hour (BPH) output without extended lead times.
Just recently, I had an extended technical discussion with a new client from Australia. They were planning to commission a multi-cavity mold set for their rotary blow molding line, but they expressed a common industry concern: Can a specialized mold manufacturer truly match the structural dimensions of the OEM tooling? Do you possess the exact installation data to ensure the mold mounts to our specific blow molder without mechanical interference? These concerns are entirely logical when dealing with high-capital beverage equipment. To address their hesitation, I provided them with actual photographs of our machined rotary hanger units and shared live video footage from a factory floor showing our custom molds operating smoothly on a comparable high-speed rotary machine. Seeing the physical integration resolved their concerns immediately. Today, my technical team and I will break down the engineering principles behind these molds and explain how we manufacture compatible tooling for the world’s most demanding rotary equipment.
1. Introduction: Partnering with World-Class Rotary Machines
Krones and Sidel rotary blow molding machines represent the pinnacle of high-volume PET packaging. These systems demand tooling engineered to exacting tolerances. Providing compatible blow molds requires a deep understanding of rotary kinematics, high-pressure pneumatics, and rapid thermodynamics to support continuous, high-speed beverage production.
In my 20 years of experience in the Guangdong PET mold industry, I have frequently inspected production lines utilizing Krones and Sidel rotary systems. These machines are the operational core for major beverage corporations, designed to output tens of thousands of bottles per hour. The engineering behind these machines relies on continuous rotary motion, where each mold cavity must open, accept a preform, lock, blow, exhaust, and eject the finished bottle within fractions of a second.
Equipping these multi-million-dollar machines requires tooling of equivalent industrial grade. The mold is the direct interface between the machine’s pneumatic force and the PET polymer. If the mold’s thermal conductivity or structural rigidity is inadequate, the entire rotary system will experience efficiency losses. Our objective as a specialized manufacturer is to supply robust, dimensionally accurate tooling solutions that support the immense output capabilities of these world-class machines. For a foundational understanding of the underlying process, you can review What is PET Two-Stage Molding? The Ultimate Beginner’s Guide to the Factory Process.
2. The Agility of Specialized Mold Manufacturers
Specialized mold manufacturers offer distinct agility advantages over original equipment manufacturers. By focusing exclusively on tooling fabrication, independent facilities provide rapid prototyping, flexible design iterations, and shorter manufacturing lead times, enabling beverage brands to launch new bottle designs and respond to market shifts rapidly.
Original Equipment Manufacturers (OEMs) excel in systems integration and the development of massive, synchronized bottling lines. However, when a beverage factory needs to launch a new bottle design or requires a replacement mold set, the administrative and manufacturing lead times from an OEM can be extensive.
In our specialized mold manufacturing facility, our entire operational structure is dedicated solely to tooling. This focus grants us critical agility. We maintain dedicated CNC production lines strictly for blow molds. When a client submits a new bottle concept, our engineering team immediately initiates the 3D modeling and stress analysis. We bypass the complex bureaucratic layers typical of large-scale equipment manufacturers, allowing us to deliver a complete 24-cavity or 36-cavity rotary mold set in a fraction of the standard industry time.
| Operational Metric | Equipment Integrators (OEMs) | Specialized Mold Manufacturers | Engineering Impact |
|---|---|---|---|
| Core Focus | Complete bottling line synchronization | Precision tooling and thermodynamics | Dedicated resources for mold optimization |
| Design Iteration | Standardized, process-heavy | Highly flexible, rapid adjustments | Faster response to marketing/design changes |
| Lead Times | Extended due to broad production scope | Streamlined and accelerated | Quicker time-to-market for new beverages |
3. How We Guarantee Seamless Drop-In Compatibility
Ensuring drop-in compatibility requires precise machining based on verified installation data. We utilize accurate original suspension structure drawings and leverage data from thousands of previously manufactured cavities to ensure every hanger, guide pin, and mounting hole aligns seamlessly with the target rotary machine.
The primary concern for any factory manager procuring compatible molds is the installation phase. A mold that requires manual adjustment or shimming on the factory floor causes unacceptable machine downtime.
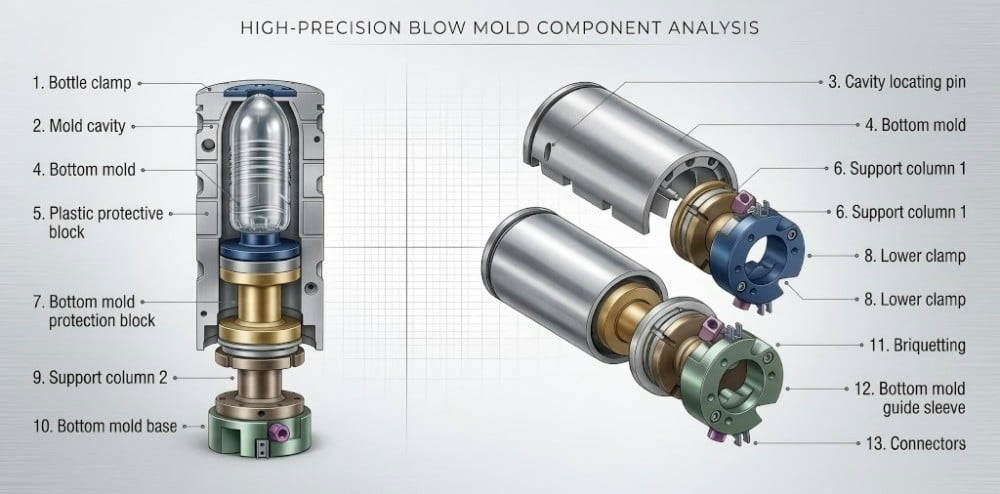
Our confidence in providing drop-in compatibility stems from hard data and extensive manufacturing volume. We possess the precise installation schematics for the major rotary platforms. This includes the exact dimensions of the mold hanger (the mechanism that suspends the mold in the rotary station), the locating ring depths, and the locking cam profiles.
When manufacturing a mold set for a specific machine generation, our CNC centers machine the external mounting interfaces to standard engineering tolerances (often within ±0.02 mm). Because we produce thousands of these high-speed rotary cavities annually, our physical database of tested and verified dimensions ensures that the mold shells slide into the machine stations exactly as intended. If a preform’s neck finish needs to be evaluated alongside the machine interface, we apply strict standards as outlined in The Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard for Your Bottle.
4. Precision Mold Connectors: Reliable Water and Air Integration
High-speed mold changes rely on precision-engineered quick-release couplings. Our compatible tooling integrates fluid and pneumatic connectors that precisely match the machine’s manifolds, ensuring reliable sealing for chilled water circulation and high-pressure blowing air without any risk of leakage.
In a rotary blow molding machine, the mold is not simply a static block of metal; it is a highly active thermodynamic component. It must continuously receive chilled water to cool the PET, and it must withstand the injection of blowing air at pressures reaching 40 bar.
The interface for these vital utilities consists of water and air connectors located at the rear or top of the mold shell. To facilitate rapid mold changeovers, these machines utilize quick-release manifolds. If a compatible mold uses standard off-the-shelf fittings that slightly deviate from the machine’s specific manifold geometry, the O-rings will fail to seal. A water leak in a rotary station will shut down the entire line, while a high-pressure air leak will result in incompletely blown bottles.
We equip our rotary molds with specific quick-insert connectors machined to align directly with the machine’s OEM manifold blocks. We verify the insertion depth, the locking mechanism, and the pressure ratings of these couplings. This attention to interface geometry ensures that when the mold is locked into the station, the fluid and pneumatic circuits are established instantly and securely.
5. Material Selection for High-Speed Endurance
Rotary blow molds operate under extreme mechanical stress, requiring hybrid material construction. We utilize premium aviation-grade aluminum for the primary cavity blocks to accelerate heat extraction, reinforced with hardened stainless steel inserts in the neck and base to resist continuous mechanical wear.
A high-speed rotary cavity can produce upwards of 2,000 bottles per hour. Over a standard production year, a single mold cavity will undergo millions of open-and-close cycles. The mechanical fatigue and abrasive friction applied to the tooling are substantial.
Using inferior materials will lead to premature wear at the parting lines, causing dimensional deviations in the final bottle. To combat this, we implement a targeted material strategy. The main body of the mold, which encompasses the bottle’s cylindrical shape, is milled from high-grade aviation aluminum (such as AL-QC or 7075). Aluminum is chosen for its superior thermal conductivity, which is critical for rapid cooling.
However, the areas of the mold that experience the highest mechanical friction—specifically the neck ring that clamps the preform and the base block that actuates upwards—are constructed from hardened stainless steel (such as S136). This hybrid approach provides the rapid thermodynamics required for high BPH, while protecting the critical tolerance zones from mechanical degradation. We discuss this material science further in Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained.
6. Advanced Cooling Design to Support Maximum BPH
Maintaining maximum bottles-per-hour output necessitates aggressive thermal management. Our molds feature conformal cooling channels drilled close to the cavity surface, facilitating rapid heat transfer to prevent PET crystallization and ensure structural stability immediately upon ejection.
The limiting factor in any stretch blow molding operation is cooling time. If a rotary machine is running at maximum capacity, the PET material has only milliseconds to cool against the mold wall before the mold opens and ejects the bottle. If the mold fails to extract heat quickly enough, the PET remains above its glass transition temperature. This causes the bottle to deform upon ejection or develop a hazy, crystalline appearance (pearlescence) due to delayed cooling.
Our engineering team models the thermal mass of the preform and designs aggressive, conformal cooling channels. Unlike standard straight-line drilling, conformal cooling paths are machined to follow the complex external contours of the bottle design. We increase the flow rate capacity of the water channels in the thickest areas of the PET, such as the injection gate at the base and the material under the neck ring.
By ensuring a high-velocity flow of chilled water evenly across the cavity surface, we enable the rotary machine to operate at its designated maximum BPH without compromising the visual clarity or structural rigidity of the container. For troubleshooting temperature-related defects, refer to PET Bottle Pearlescence & White Haze: A 6-Step Troubleshooting Guide.
7. Professional Bottle Lightweighting Services
Our engineering division provides comprehensive lightweighting analysis, optimizing bottle geometry to maintain top-load strength while utilizing lighter preforms. This service allows beverage facilities to significantly reduce PET resin costs and lower carbon footprints without modifying their existing filling line architecture.
Material reduction is a primary directive for major beverage corporations. Shaving even one gram of PET off a bottle running on a high-speed rotary line results in massive financial savings in raw material procurement. However, simply buying a lighter preform and blowing it into an existing mold leads to critically thin sidewalls that will collapse under the top-load pressure of the capping machine or pallet stacking.
When clients request compatible molds for their rotary machines, we frequently offer our lightweighting engineering services. We analyze the bottle’s current performance metrics and redesign the structural geometry. By introducing calculated horizontal ribs, optimizing the shoulder slope, or modifying the base clearance, we increase the mechanical moment of inertia of the container.
This structural optimization allows the client to switch to a lighter preform while maintaining the exact external dimensions required by their existing air conveyors and filling valves. You can explore the mechanics of this process in PET Bottle Lightweighting: A 7-Step Engineering Guide to Reducing Weight Safely.
| Lightweighting Parameter | Standard Bottle Design | Optimized Lightweight Design |
|---|---|---|
| Preform Weight | Baseline mass | Reduced by 10% – 15% |
| Sidewall Geometry | Flat or minimal structure | Engineered hoop ribs for rigidity |
| Base Profile | Standard clearance | Deepened structural push-up |
| Top-Load Strength | Baseline requirement | Maintained or exceeded via geometry |
8. Quality Control: FAT and CMM Verification
Prior to delivering multi-cavity mold sets, we execute rigorous quality control protocols using Coordinate Measuring Machines (CMM). This verifies dimensional uniformity across all cavities, ensures exact parting line alignment, and guarantees consistent bottle volumes before the tooling reaches the client’s facility.
Manufacturing a 24-cavity or 36-cavity mold set for a rotary machine requires extreme consistency. If Cavity #4 has a slightly different internal volume than Cavity #18, the filling machine will experience overflow or underfill issues, triggering quality control rejections on the bottling line.
To prevent this, our facility employs strict metrology protocols. Every machined cavity shell, neck ring, and base block is inspected using Coordinate Measuring Machines (CMM). The physical dimensions of the machined aluminum and steel are mapped and compared against the original 3D CAD models. We verify that the parting lines—the area where the two mold halves meet—are machined to ultra-fine tolerances. In blow molding, a loose parting line results in a sharp, protruding seam on the finished bottle, which is structurally weak and aesthetically unacceptable.
Furthermore, before authorizing the shipment of a complete rotary mold set, we often conduct single-cavity blow trials. We install one of the newly machined cavities into our testing machines to blow physical samples. These samples are then tested for volume accuracy, wall thickness distribution, and top-load strength, providing documented assurance that the tooling is ready for immediate industrial deployment.
FAQ
Q1: How do you ensure your molds are highly compatible with our Sidel or Krones machines?
A: We achieve high compatibility by strictly adhering to verified original installation drawings. Furthermore, manufacturing thousands of rotary mold cavities annually provides us with the extensive practical data and mechanical experience necessary to ensure the suspension structures and locking mechanisms align precisely for seamless drop-in installation.
Q2: Do your molds come with the correct quick-release connectors for water and air?
A: Yes. We recognize that reliable sealing is critical for continuous operation. Our molds are equipped with precision-engineered fluid and pneumatic quick connectors that match the specific manifold blocks of the rotary machines. This ensures a secure connection for chilled water and high-pressure blowing air, mitigating the risk of leaks.
Q3: What materials are used to withstand the intense speed of rotary blow molders?
A: To provide endurance over millions of operational cycles, we construct the main mold cavity blocks from premium aviation-grade aluminum to maximize thermal extraction. This is combined with hardened stainless steel inserts for high-wear components, specifically the neck clamping ring and the base actuation unit.
Q4: Can you help us reduce the weight of our existing bottles?
A: Yes. Our technical team provides specialized bottle lightweighting services. We can re-engineer the container’s rib structure and base geometry, which allows your facility to utilize lighter PET preforms. This structural optimization ensures you maintain the vital top-load strength required for stability on high-speed filling lines.
Q5: How do you verify the dimensional consistency across all multi-cavity orders?
A: Every machined component undergoes strict quality control using Coordinate Measuring Machines (CMM). This metrology process verifies that every single cavity aligns exactly with the 3D engineering models. We strictly monitor manufacturing tolerances to guarantee uniform internal bottle volumes and precise parting line alignment across the entire mold set.
Related Articles:
- Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained
- What is PET Two-Stage Molding? The Ultimate Beginner’s Guide to the Factory Process
- The Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard for Your Bottle
- PET Bottle Lightweighting: A 7-Step Engineering Guide to Reducing Weight Safely
- PET Bottle Pearlescence & White Haze: A 6-Step Troubleshooting Guide