PCO 1881 is a globally standardized, lightweight 28mm neck finish developed by the ISBT specifically for carbonated soft drinks. Weighing approximately 3.8 grams, it replaces the older 5.1-gram PCO 1810 standard, significantly reducing PET material consumption while maintaining the precise thread engagement required to seal internal gas pressure.
1. Introduction: The Standard for Modern Carbonated Beverages
PCO 1881, standing for Plastic Closure Only, is the primary 28mm neck finish standard for modern carbonated packaging. Developed by the International Society of Beverage Technologists (ISBT), it is engineered to replace taller legacy neck profiles, reducing material usage while securing high-pressure carbonation safely inside the bottle.
Recently, I received an inquiry from a client in Brazil who was looking to redesign an existing carbonated beverage bottle. His primary objective was to transition the tooling from a PCO 1810 to a PCO 1881 neck finish to reduce manufacturing costs. This transition is a highly effective cost-reduction strategy adopted by major beverage brands over the last decade.
However, many buyers entering the industry are unfamiliar with these specifications. Just yesterday, a novice purchasing manager asked me, "What exactly is an 1881 neck, and why is it recommended for my production line?" My technical team and I decided to address this directly.
At its core, the PCO (Plastic Closure Only) 1881 standard defines the precise geometry of the bottle's threaded section. Industry leaders like Sidel and Krones have optimized their filling equipment around this specific geometry. Understanding this standard is step one in custom PET bottle manufacturing. For a broader overview of how standard finishes impact your tooling, you can review our Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard for Your Bottle.
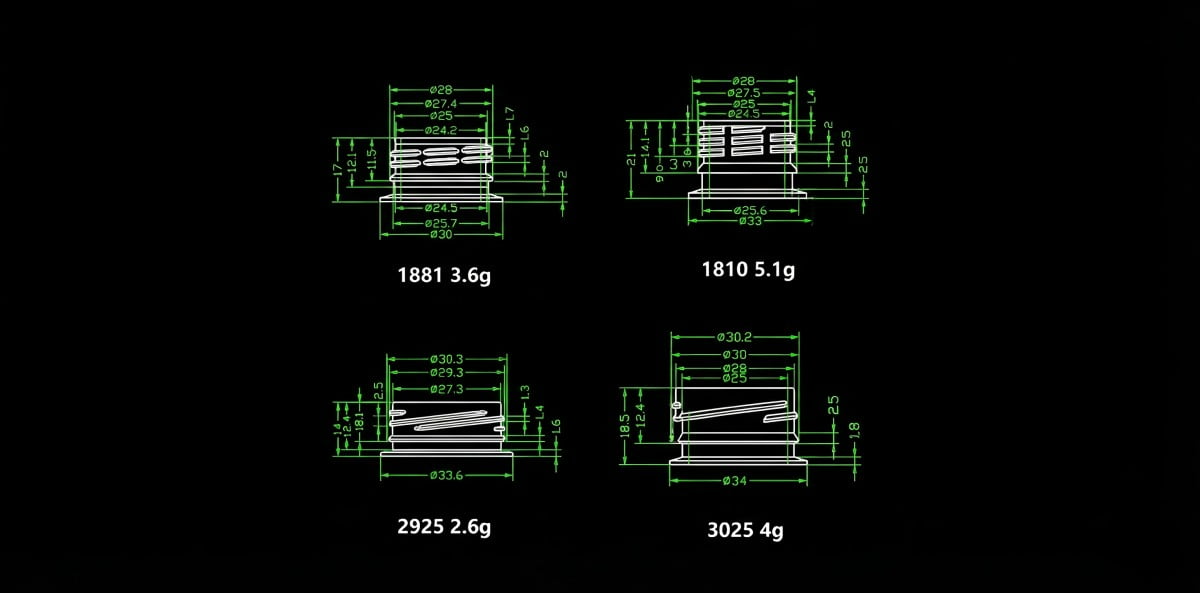
2. The Lightweighting Revolution: PCO 1881 vs. PCO 1810
The transition from PCO 1810 to PCO 1881 represents a critical lightweighting protocol in PET manufacturing. The PCO 1881 finish weighs approximately 3.8 grams, compared to the 1810’s 5.1 grams. This 1.3-gram reduction yields substantial PET resin savings across high-volume beverage production runs.
To understand why clients undergo the mechanical effort to change mold tooling, we must analyze the data. In my workshop, I frequently consult with factory owners analyzing their annual resin consumption. The physical difference between the two standards lies in the height of the neck and the number of thread turns.
Do not underestimate a 1.3-gram difference. In high-speed stretch blow molding, a production line running 20,000 bottles per hour will save over 600 kilograms of raw PET resin in a single 24-hour shift. This is the core principle of lightweighting. The structural integrity of the seal is maintained, but the non-functional plastic mass is eliminated. If you are exploring broader weight reduction strategies beyond the neck, refer to our PET Bottle Lightweighting: A 7-Step Engineering Guide to Reducing Weight Safely.
| Technical Parameter | PCO 1810 | PCO 1881 | Engineering Impact |
|---|---|---|---|
| Approximate Weight | 5.1 grams | 3.8 grams | Saves ~1.3g of PET resin per preform |
| Overall Height | 21.1 mm | 17.0 mm | Requires shorter capping chucks |
| Thread Profile | Continuous, longer | Interrupted, shorter | Faster venting during cap release |
| Primary Application | Legacy CSD lines | Modern CSD & Sparkling lines | Lower carbon footprint, higher ROI |
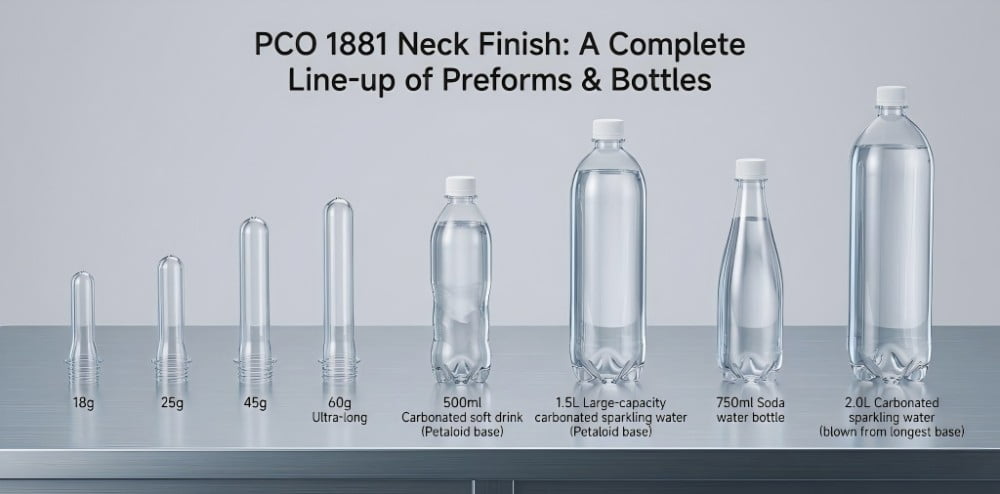
3. Choosing the Right PCO 1881 Preform for Your Bottle
Selecting a PCO 1881 preform requires matching the tube weight and length to your specific bottle capacity and carbonation volume. While the 28mm neck remains constant, the preform body must provide adequate stretch ratios to distribute PET material evenly for 500ml or 1.5L applications.
A frequent misconception among overseas mold buyers is that specifying "PCO 1881" is sufficient to order a mold. The 1881 designation only dictates the top threaded portion. The remainder of the preform—the tube—determines the final bottle's physical properties.
When advising clients, I require data on the target bottle volume (e.g., 500ml vs. 1.5L) and the gas volume (CO2 content). A high-carbonation 1.5L bottle requires a significantly heavier preform with a thicker wall compared to a lightly carbonated 500ml bottle. If the preform is too light for the target volume, the axial and radial stretch ratios will exceed the material's limits, resulting in dangerously thin sidewalls that cannot withstand internal pressure. Choosing the correct cavity layout for these preforms is also critical; learn more in How to Choose the Right Cavity Number for Your PET Preform Mold.
4. How Blow Molds Interact with the PCO 1881 Neck
Blow molds do not form the threaded neck finish. During the stretch blow molding process, the preform’s PCO 1881 support ledge is secured tightly by the blow mold’s neck ring. This component stabilizes the preform under high-pressure blowing, ensuring the neck remains undeformed.
I frequently hear from novice overseas buyers who ask us to "design the threads in the blow mold." This indicates a fundamental misunderstanding of the two-stage PET process. The complex threads and precise tolerances of the PCO 1881 neck are fully formed during the injection molding phase of the preform.
In stretch blow molding, our tooling interacts with the neck in a purely supportive capacity. The top plate of the blow mold features a precision-machined component called the Neck Ring (or Neck Insert). Its sole function is to clamp securely around the support ledge (the protruding ring below the threads) of the 1881 preform. It prevents the preform from moving vertically when the stretch rod descends and when 30-40 bar of high-pressure air is injected. If the neck ring dimensions are incorrect, the preform will drop, resulting in immediate machine faults. For more on tooling compatibility, see Custom Blow Molds: 4 Reasons Your New Mold Won’t Fit Your Blowing Machine.

5. Common Applications: What Bottles Use the PCO 1881 Neck?
The PCO 1881 neck finish is engineered primarily for pressurized packaging, including carbonated soft drinks, sparkling water, and kombucha. Its thread design effectively seals internal gas. Additionally, non-carbonated water lines frequently adopt this standard to unify factory operations and eliminate multiple closure types.
While PCO 1881 is built for internal pressure, its application has expanded. In our factory, we design molds for a variety of beverages utilizing this standard. It is the default choice for Carbonated Soft Drinks (CSD) and sparkling water. The interrupted thread design allows CO2 to vent safely when the consumer unscrews the cap, preventing the cap from acting as a projectile.
Increasingly, I observe large-scale bottling facilities utilizing the 1881 standard for still (flat) water as well. While still water does not require high-pressure sealing, standardizing the entire factory on a single preform neck and a single cap profile streamlines procurement and minimizes changeover times on the filling machinery.
| Beverage Type | Why PCO 1881 is Used | Tooling Requirement |
|---|---|---|
| Carbonated Soft Drinks (CSD) | Holds high CO2 volume, safe venting. | Petaloid base mold design required. |
| Sparkling Water | Maintains carbonation, lightweight. | Petaloid base mold design required. |
| Kombucha | Handles secondary fermentation pressure. | High-strength base design. |
| Still / Pure Water | Factory standardization, single cap inventory. | Standard flat or ribbed base mold. |
6. The Pros and Cons of PCO 1881: Technical Analysis
PCO 1881 provides significant cost and ecological benefits through material reduction and global standardization. However, the shorter neck requires tighter tolerances during the capping process. Converting legacy equipment from PCO 1810 necessitates capital expenditure for upgrading filling valves and capping chucks.
Analyzing this standard objectively requires looking at both the financial advantages and the mechanical demands.
Pros (Advantages):
- Cost Efficiency: Saving 1.3 grams per bottle significantly lowers variable costs.
- Supply Chain Standardization: As a global standard, PCO 1881 preforms and compatible closures are readily available from multiple suppliers, reducing supply chain bottlenecks.
- Environmental Impact: Reduced resin usage translates directly to a lower carbon footprint per unit produced.
Cons (Mechanical Limitations):
- Equipment Retrofitting Costs: You cannot run an 1881 preform on a machine configured for 1810. The transition requires purchasing new handling parts, new blow mold neck rings, and modifying the capping heads.
- Capping Sensitivity: Because the neck is shorter with fewer thread engagements, the capping machine's downward force (top load) and torque must be calibrated precisely. Misalignment here results in tilted caps and leaking bottles.
| Feature | Engineering Advantage | Potential Limitation |
|---|---|---|
| Shorter Height (17mm) | Less material used, lower unit cost. | Requires highly precise capping machine calibration. |
| Standardized 28mm Profile | High availability of preforms/caps globally. | Requires tooling changes if migrating from older standards. |
| ISBT Certification | Proven performance for high-pressure CSD. | Requires specialized petaloid base design in blow molds. |
7. Why Should You Choose PCO 1881? (A Beginner’s Decision Guide)
For new carbonated beverage production lines, standardizing on the PCO 1881 neck finish ensures long-term operational efficiency and tooling compatibility. By aligning your preform supplier, blow mold manufacturer, and filling line specifications around this standard, you establish a streamlined manufacturing protocol.
If you are a manufacturer planning to launch a new CSD line, selecting PCO 1881 is the most logical engineering decision. Do not invest in legacy 1810 tooling for a new project; it introduces unnecessary material costs from day one.
The critical step for a novice buyer is alignment. Once you select PCO 1881, you must communicate this exact standard to three separate entities: your preform injection supplier, your blow mold manufacturer (us), and your filling/capping machine supplier. When all three vendors engineer their equipment to the exact ISBT PCO 1881 dimensions, the integration on your factory floor becomes a matter of standard calibration rather than complex troubleshooting. To understand more about the factory process, review What is PET Two-Stage Molding? The Ultimate Beginner's Guide to the Factory Process.
8. Conclusion: Upgrade Your Tooling for PCO 1881 Production
Transitioning to the PCO 1881 standard or launching a new sparkling beverage requires precise engineering alignment. High-quality blow molds equipped with accurate neck rings are essential to interface securely with these lightweight preforms. Proper tooling specification guarantees optimal bottle formation and continuous production stability.
Moving to a lightweight standard is a calculated industrial process. It demands strict adherence to dimensional tolerances and high-quality mold materials like 7075 aluminum or stainless steel. If your facility is planning to upgrade legacy lines or launch a new beverage brand utilizing the PCO 1881 standard, you will need blow molds engineered to match. Our technical team is available to review your bottle drawings and provide precise, data-driven tooling solutions.
FAQ
Q1: What is the main difference between PCO 1810 and PCO 1881?
A: The primary difference lies in the height and mass. PCO 1881 is a shorter, lightweight evolution of the 1810 standard. Transitioning to 1881 eliminates approximately 1.3 grams of PET material per unit, lowering production costs while sustaining the mechanical performance required for carbonation.
Q2: Can I blow a PCO 1881 preform using an old PCO 1810 blow mold?
A: No. Because the vertical height and the precise location of the support ledge differ, the neck ring (neck insert) in the blow mold must be machined specifically for the PCO 1881 profile. Attempting to use mismatched tooling will result in preform slippage. You must replace the mold's neck components or commission a new mold entirely.
Q3: Is PCO 1881 only used for carbonated soft drinks (CSD)?
A: While engineered specifically to manage internal gas pressure for CSD, it is broadly utilized for sparkling water and kombucha. Furthermore, many facilities running still water adopt the 1881 standard to unify their production lines, allowing them to use a single type of closure across all products.
Q4: Does the blow molding machine shape the PCO 1881 threads?
A: No. In the two-stage stretch blow molding process, the threads and the entire neck finish are completely formed during the initial preform injection molding stage. The blow mold only interfaces with the preform by clamping the support ledge, while pneumatic pressure shapes the body and base of the bottle.
Q5: What base design is required for a PCO 1881 bottle mold?
A: Because PCO 1881 is primarily deployed for carbonated beverages, the corresponding blow mold must integrate a "petaloid base" design. This specific geometry distributes the internal CO2 pressure evenly, preventing the base from distorting or rolling out. For deep technical analysis on base issues, read our guide on PET Bottle Base Rollout Analysis: A 6-Step Guide to Fixing Center Gate Bulging and Rocker Bottoms.
Related Articles:
- The Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard for Your Bottle
- PET Bottle Lightweighting: A 7-Step Engineering Guide to Reducing Weight Safely
- Custom Blow Molds: 4 Reasons Your New Mold Won’t Fit Your Blowing Machine
- What is PET Two-Stage Molding? The Ultimate Beginner's Guide to the Factory Process
- How to Choose the Right Cavity Number for Your PET Preform Mold


