
1. Introduction: The Secret Behind Premium Shampoo Bottles
Producing premium PET shampoo bottles requires strict synchronization between the preform geometry, neck finish, and blow mold engineering. Unlike standard beverage containers, thick-walled cosmetic bottles demand specialized tooling, precise axial stretch calculations, and dedicated orientation mechanisms to maintain structural integrity and accommodate pump dispensers.
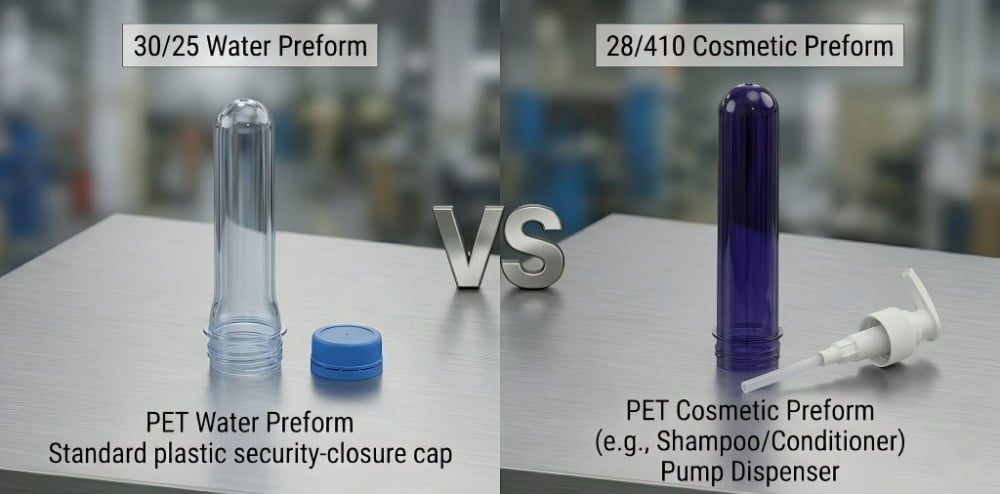
I recently received an inquiry from an Australian client looking to expand his production line into personal care packaging. He currently manufactures water bottles and assumed the technical process would be identical. During our consultation, he proposed utilizing his existing 32g preforms with a 30/25 neck finish—which he currently uses for 1.5L water bottles—to blow a 450ml flat shampoo bottle.
I advised that this configuration is incompatible. To understand why, we must analyze the structural requirements of PET blow molding. Standard water preforms are engineered with a specific length-to-diameter ratio designed for symmetrical, thin-walled expansion. In contrast, daily chemical preforms require an extended body length to match the axial stretch ratio of a thicker, denser bottle. A shampoo bottle requires significant wall thickness to provide physical resistance during consumer squeezing and to deliver a premium tactile feel.
Furthermore, the neck finish dimensions are completely distinct. The 30/25 neck is an industry standard designed exclusively for tamper-evident water closures. It does not possess the thread depth or continuous thread structure required to secure standard cosmetic pump dispensers or squeeze closures, which typically require a 24/410 or 28/410 neck finish.
In our Guangdong facility, we have spent two decades engineering tooling for the personal care sector. Today, my technical team and I will deconstruct the specific engineering parameters required for shampoo bottle manufacturing, bridging the gap between preform selection, closure compatibility, and advanced stainless steel blow mold design.
2. Choosing the Right PET Preform for Shampoo Bottles
Selecting a PET preform for shampoo bottles dictates the final wall thickness and mechanical resistance. Cosmetic containers require heavier preform weights and specific length-to-diameter ratios compared to water preforms, ensuring even material distribution during the stretch blow molding process without compromising the container's structural rigidity.
When transitioning from beverage to cosmetic packaging, the physical properties of the PET (Polyethylene Terephthalate) material under thermal stretching must be recalculated. According to industry literature from leading equipment manufacturers like Krones and Sidel, PET material undergoes a phase called strain hardening during the bi-axial stretching process. If a preform is too large for the target bottle volume—such as using a 1.5L preform for a 450ml cavity—the material will never reach its natural strain hardening point. This results in unstable material distribution, poor top-load resistance, and visual distortions in the final product.
Shampoo fluids possess high viscosity, meaning the bottle walls must withstand repeated, localized pressure from the consumer's hand. Therefore, the preform must be injected with a heavier gram weight relative to its volume. For a 450ml shampoo bottle, engineers typically specify a preform weight ranging from 28g to 35g, depending on the desired wall thickness and base geometry.
The length of the preform is equally critical. Daily chemical bottles generally feature a high aspect ratio (taller and narrower). If a short water preform is used, the stretch rod inside the blow molding machine must push the material too far axially before the blowing air engages. This leads to a concentration of heavy PET plastic at the base and excessively thin shoulder walls.
Table 1: Standard Water Preform vs. Shampoo Preform Parameters
| Engineering Parameter | 1.5L Water Bottle Preform | 450ml Shampoo Bottle Preform |
|---|---|---|
| Typical Weight | 30g - 32g | 28g - 35g |
| Neck Finish Standard | 30/25, PCO 1881 | 24/410, 28/410 |
| Wall Thickness Goal | 0.15mm - 0.25mm | 0.40mm - 0.65mm |
| Stretch Ratio Focus | High radial expansion | Controlled axial elongation |
| Material Distribution | Symmetrical | Often asymmetrical (oval/flat) |
Before initiating any tooling project, it is highly recommended to conduct a rigorous inspection of the proposed preform. You can refer to our PET Preform Mold FAT Checklist: How to Inspect a 48-Cavity Mold Before Delivery to understand the strict dimensional tolerances required at the injection molding stage.
3. Neck Finish Matters: Matching Pump Dispensers and Flip-Tops
The neck finish of a shampoo bottle determines its compatibility with pump dispensers and flip-top caps. Utilizing industry-standard finishes like 24/410 or 28/410 guarantees precise thread engagement and dimensional tolerance, preventing leakage and maintaining the sealing integrity of viscous cosmetic liquids under pressure.
The neck finish is the most rigid and dimensionally critical section of any PET container. Because the neck is not heated or stretched during the blow molding phase, its dimensions are permanently set during the initial preform injection process. This is why attempting to fit a pump dispenser onto a water bottle preform is mechanically unviable.
In the personal care packaging sector, standard neck finishes adhere to specific dimensional codes, most commonly established by the SPI (Society of the Plastics Industry). For shampoo bottles, the prevailing standards are 24/410, 28/410, and 33/410. The first number (e.g., 24) refers to the nominal outer diameter of the threads in millimeters. The second number (e.g., 410) refers to the thread configuration—specifically, a single continuous thread that wraps around the neck for a specific number of turns.
Cosmetic pump dispensers and flip-top caps require this continuous thread to create a robust, leak-proof seal. The sealing mechanism relies on the consistent compression of an internal gasket against the top surface of the bottle neck (the land area). If the T-dimension (outside thread diameter) or the E-dimension (root diameter) of the preform does not exactly match the closure's specifications, the resulting micro-gaps will allow viscous liquids to seep out during transport or use.
We frequently observe overseas buyers procuring closures and preforms from disparate suppliers without verifying the exact thread pitch and root dimensions. To explore this technical misalignment further, review our detailed analysis on The Cosmetic Packaging Trap: Why Your 24mm Pump Will Not Fit a 24mm PET Preform (400 vs 410 vs 415 Explained). Furthermore, establishing the correct closure standard early in the development phase is essential; refer to The Ultimate Guide to Preform Neck Finishes for comprehensive dimensional specifications.
4. The Challenge of Oval and Flat Bottle Mold Design
Designing blow molds for oval and flat shampoo bottles involves complex stretch ratio calculations and targeted venting systems. Without engineered preferential heating and optimized cavity profiling, the PET material distributes unevenly, causing thin side walls, compromised top-load resistance, and dimensional instability during the filling process.
While producing a symmetrical cylindrical water bottle is a straightforward thermodynamic process, forming an asymmetrical, oval, or flat shampoo bottle presents significant mechanical challenges. In our workshop, engineering the cavity profile for an oval container requires precise management of the radial stretch ratio.
During the blowing phase of a flat bottle, the expanding PET bubble reaches the minor axis (the narrow sides of the mold cavity) much earlier than the major axis (the wide front and back panels). When the heated PET material contacts the cold steel or aluminum of the mold, its temperature drops rapidly, causing the molecular structure to freeze and halt its expansion. Meanwhile, the material continuing toward the major axis is still stretching. Without professional intervention, this phenomenon results in a container with excessively thick narrow edges and unacceptably thin front and back panels.
To counteract this physical limitation, we implement specialized mold design strategies in conjunction with preferential heating (oven profiling) in the blowing machine. Preferential heating applies differential temperature zones to the preform before it enters the mold. The areas destined for the major axis receive higher thermal energy, increasing their elasticity, while the minor axis zones are kept cooler.
Furthermore, the blow mold itself must be engineered with advanced exhaust venting systems. Air trapped inside the cavity must evacuate rapidly as the PET expands. In flat bottle geometries, localized air pockets can prevent the plastic from fully conforming to the mold wall, resulting in surface deformations and compromised dimensional tolerance. For deep insights into how complex geometries impact the stretching process, read our engineering breakdown on Launching a Square PET Bottle: Why Sharp Corners Are the Biggest Nightmare in Blow Molding.
5. Neck Orientation: How Molds Ensure the Pump Faces Front
Neck orientation technology ensures that directional closures, such as pump dispensers, align precisely with the front profile of flat or oval bottles. This requires a mechanical alignment notch within the preform base or neck ring, which engages with a corresponding geometric feature inside the blow mold cavity.
When engineering premium cosmetic packaging, the alignment of the dispenser mechanism is a critical aesthetic and functional requirement. If a consumer purchases a flat bottle of shampoo, the nozzle of the pump dispenser must face squarely toward the front label once tightened. If the neck threads start at random positions, the pump nozzle will end up pointing to the side or the rear of the bottle upon final closure torque application.
Achieving this consistent alignment requires an advanced mechanical feature known as neck orientation (or thread orientation). This process begins at the preform stage. The preform is manufactured with a specific physical indicator—typically an alignment notch located either under the support ledge (neck ring) or at the injection gate base.
In our specialized blow mold designs, we machine a corresponding physical key or recess into the neck holding area or the base insert of the mold cavity. When the preform is loaded into the blow molding machine, a mechanical or servo-driven spindle rotates the preform until the notch locks into the designated keyway. This ensures that the start of the thread is positioned at an exact, predetermined angle relative to the flat sides of the mold cavity before the high-pressure blowing air is introduced.
Implementing orientation structures demands exceptionally tight machining tolerances. A deviation of just 0.1mm in the mold's neck insert can cause the pump head to be visibly misaligned by several degrees. To understand how mechanical alignment impacts center gating and bottle symmetry, review our troubleshooting guide on Bottom Gate Off-Center: A 6-Step Protocol to Fix PET Bottle Eccentricity.
6. Cooling Systems in Shampoo Blow Molds
Efficient cooling systems in shampoo blow molds are essential for managing the thermal load of thick-walled PET containers. Implementing conformal cooling channels maximizes heat transfer rates, reduces overall cycle time, and ensures dimensional stability by preventing residual stress and post-mold shrinkage in the final product.
Thermodynamics play a dominant role in the blow molding of thick-walled cosmetic containers. Standard PET water bottles, with wall thicknesses averaging 0.20mm, dissipate heat almost instantaneously upon contacting the mold surface. Shampoo bottles, however, frequently feature wall thicknesses exceeding 0.50mm to 0.80mm. This increased material mass retains significantly more thermal energy, requiring an engineered approach to heat extraction.
In my experience evaluating underperforming production lines, insufficient mold cooling is the primary cause of extended cycle times and subsequent dimensional shrinkage. If a thick-walled bottle is ejected from the mold before the PET has sufficiently cooled below its glass transition temperature (approximately 70°C to 80°C), the residual internal heat will cause the polymer chains to contract, leading to volumetric shrinkage and base rollout. We discuss this physical phenomenon in detail in PET Bottle Volume Shrinkage Analysis: Why Did Your 500ml Bottle Drop to 498ml Overnight?.
To optimize the manufacturing process, we design blow molds with conformal cooling channels. Instead of straight-line drilling, our CNC machining centers map the water channels to closely follow the asymmetrical contours of the oval or flat cavity. This ensures that the cooling fluid maintains an equidistant proximity to the bottle surface, providing uniform heat transfer rates across the entire container geometry.
Table 2: Cooling Channel Parameter Comparison
| Feature | Standard Cooling (Straight Drilled) | Conformal Cooling (Contoured) |
|---|---|---|
| Distance to Cavity Surface | Variable (farther at curves) | Consistent (typically 10mm - 15mm) |
| Heat Transfer Efficiency | Uneven | Highly Uniform |
| Cycle Time Impact | Standard | Reduced by 1 - 2 seconds per cycle |
| Post-Mold Shrinkage Risk | Moderate to High | Low |
For manufacturers experiencing slow production speeds due to thermal constraints, we highly recommend reading Is Your Preform Mould Design Stealing Your Cycle Time and Electricity? to understand the direct correlation between cooling fluid dynamics and overall equipment effectiveness (OEE).
7. Tooling Cost Breakdown: What Determines the Price of a Blow Mold?
Blow mold pricing for shampoo bottles depends on the cavity count, steel grade, and machining complexity. Due to the high surface hardness and prolonged durability required for cosmetic containers and orientation features, premium stainless steel like S136 is utilized instead of standard aluminum, influencing the final investment.
A frequent topic of discussion with overseas factory owners is the cost variance between standard beverage molds and cosmetic molds. It is essential to recognize that the material selection for the tooling directly dictates both the initial price and the long-term operational lifespan.
For standard water bottle production, aluminum (such as Alcoa 7075) is the industry standard due to its excellent thermal conductivity and ease of machining. You can read more about the physics behind this in Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained. However, for high-end shampoo and cosmetic bottles, we strongly advocate for the use of premium stainless steel (e.g., S136 or 2316).
The rationale is strictly mechanical. Flat and oval bottles often require complex, multi-part mold constructions with intricate parting lines. Aluminum, being a relatively soft metal, is susceptible to deformation at the parting line over millions of clamping cycles. If the parting edges wear down, the mold will fail to seal properly, resulting in dimensional variance and visual defects along the bottle's seam. Stainless steel offers superior surface hardness and wear resistance, maintaining the integrity of the cavity profile for extended production runs.
Furthermore, the mechanical components required for neck orientation mechanisms require hardened steel to withstand continuous rotational friction without degrading.
Table 3: Cost Influencing Factors for Blow Molds
| Engineering Variable | Impact on Manufacturing Process | Cost Influence |
|---|---|---|
| Material Grade | Aluminum (7075) vs. Stainless Steel (S136) | Steel requires longer CNC milling time and higher material costs. |
| Cavity Geometry | Symmetrical (Round) vs. Asymmetrical (Oval/Flat) | Complex 3D surfacing requires multi-axis CNC machining. |
| Orientation Mechanics | Standard neck vs. Position-oriented neck | Requires precision-machined mechanical alignment inserts. |
| Cooling Architecture | Standard drilling vs. Conformal mapping | Complex water circuits require specialized deep-hole drilling. |
For a comprehensive analysis of tooling investments across different machinery platforms, refer to our Comprehensive Analysis: How Much Does a PET Blow Mold Cost?.
8. Conclusion: Custom Mold Solutions for Your Shampoo Brand
Developing a robust manufacturing process for PET shampoo bottles requires integrating precise preform selection, compatible neck finishes, and advanced mold engineering. By utilizing tailored stainless steel blow molds, manufacturers can achieve consistent material distribution, exact pump orientation, and reliable production efficiency for premium cosmetic packaging lines.
Transitioning from standard beverage production to the stringent requirements of personal care packaging is not a simple matter of changing the mold. It demands a holistic engineering approach. From ensuring your preform weight and axial stretch ratios align with the target bottle geometry, to matching a 24/410 neck finish with the correct pump dispenser, every variable must be calculated prior to cutting steel.
In our Guangdong manufacturing center, we specialize in overcoming the thermodynamic and mechanical challenges associated with oval, flat, and uniquely shaped PET containers. By implementing conformal cooling and precise neck orientation mechanisms within premium S136 stainless steel tooling, we ensure that your blow molding line operates with optimal efficiency and dimensional stability.
If you are planning to launch a new shampoo line or are experiencing material distribution issues with your current setup, we invite you to share your 3D bottle drawings or physical samples with our engineering team. We will provide a comprehensive technical assessment, recommend the exact preform specifications required, and design a blow mold engineered for long-term industrial reliability.
FAQ
Q1: Why is an oval shampoo bottle harder to blow than a round water bottle?
A: Oval or flat bottles require uneven material stretching. Without professional mold design and optimal preform heating, the sides of the flat bottle can become too thin or deformed. It heavily relies on expert mold engineering.
Q2: What neck sizes are most common for shampoo pump dispensers?
A: The most standard neck finishes for cosmetic and shampoo bottles are 24/410, 28/410, and sometimes 33/410. The preform neck must perfectly match these sizes to ensure a leak-proof seal with the pump cap.
Q3: How do you ensure the pump dispenser aligns exactly with the front of a flat shampoo bottle?
A: This requires a technical feature called "neck orientation." We design a specific alignment notch inside the blow mold that matches a corresponding notch on the preform. This ensures the preform is locked in the correct angle before blowing.
Q4: Can I use standard water bottle preforms to make shampoo bottles?
A: Generally, no. Shampoo bottles are usually thicker to give a premium feel and prevent squeezing deformation. Therefore, you need a preform with a heavier gram weight and a specific cosmetic neck finish, not a standard lightweight water preform.
Q5: How long does it take to manufacture a custom shampoo bottle mold?
A: Once the 3D bottle design is confirmed by the client, CNC machining, assembling, and testing usually take about 15 to 25 days, depending on the number of cavities and the complexity of the shape.
Related Articles to Enhance Your Technical Knowledge:
- The Cosmetic Packaging Trap: Why Your 24mm Pump Will Not Fit a 24mm PET Preform (400 vs 410 vs 415 Explained)
- The Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard for Your Bottle
- Comprehensive Analysis: How Much Does a PET Blow Mold Cost?
- Is Your Preform Mould Design Stealing Your Cycle Time and Electricity?
- Why Are Most PET Blow Molds Made of Aluminum? 4 Engineering Reasons Explained


