
In my two decades of managing PET mold and preform mold manufacturing in Guangdong, I have observed a definitive shift in the global packaging industry: as economic margins narrow, reducing production costs has transitioned from an operational option to an engineering necessity. Major international beverage brands are aggressively pursuing cost optimization. Today, during a technical review with my engineering team, we analyzed this ongoing trend. We see continuous transitions in neck finishes—such as moving from the heavier 1810 to the lighter 1881 standard, or from 3025 to 2925—primarily to shave grams off the initial resin weight.
Furthermore, the calculation between labor and automation is constantly shifting. A notable case involves a client in Thailand. In 2020, they operated 10 semi-automatic blow molding machines. By 2025, driven by rising local labor rates, they completely overhauled their facility to a fully automated line. Automation significantly increased their production efficiency and lowered their long-term labor expenditures. Drawing from these cross-border factory operations and daily technical discussions, this whitepaper systematically examines how to reduce PET bottle production costs through material science, thermodynamic management, and objective ROI calculations.
1. Reshaping the Cost Structure: Identifying Core Expenditures in PET Bottle Production
To systematically reduce PET bottle production cost, factory managers must target the total cost of ownership (TCO). Data indicates raw materials (PET resin) consume 60-70% of expenses, followed by industrial energy for compressors and ovens at 15-20%, leaving machinery depreciation and labor as secondary cost drivers.
In international purchasing, focusing solely on the upfront price of tooling or machinery is a counterproductive financial strategy. I frequently analyze production lines where buyers opted for low-grade tooling to save initial capital, only to incur massive long-term electricity costs due to prolonged cooling cycles. To execute true blow molding cost optimization, we must isolate and quantify each phase of the production lifecycle.
The manufacturing process of PET containers is resource-intensive. The resin must be purchased, heated, blown with high-pressure air, and cooled. When evaluating a high-volume line, a fraction of a cent saved per bottle translates into hundreds of thousands of dollars annually. To establish a baseline, we must categorize these expenditures into variable and fixed costs. For a more detailed breakdown of tooling expenses, refer to our Comprehensive Analysis: How Much Does a PET Blow Mold Cost?.
| Cost Category | Sub-Category | Estimated TCO Percentage | Optimization Strategy Focus |
|---|---|---|---|
| Material Costs | PET Resin / Preforms, Caps | 60% - 70% | Lightweighting, neck finish reduction, scrap elimination |
| Energy Costs | High-pressure air, IR heating, Chillers | 15% - 20% | Air recovery systems, VFD compressors, optimized IR profiles |
| Fixed Overhead | Machine depreciation, Mold amortization | 5% - 10% | Cycle time reduction, equipment longevity, multi-cavity output |
| Labor & Maintenance | Operators, QA, Tooling maintenance | 5% - 10% | Automation ROI, predictive maintenance, automated inspection |
By analyzing this table, it becomes evident that spending capital to decrease material weight or recover high-pressure air yields a mathematically superior return on investment compared to merely negotiating a lower price on a basic mold.
2. Material Lightweighting: The Ultimate Savings Strategy Without Sacrificing Strength
PET bottle lightweighting is the most direct method to reduce pet bottle production cost. By utilizing Finite Element Analysis (FEA) to optimize base geometry and transitioning to short neck standards, engineers can reduce bottle weight by 1-2 grams while maintaining strict top-load and drop-test structural requirements.
In my workshop, the request for lighter packaging is a daily occurrence. However, removing material arbitrarily compromises the mechanical integrity of the container, leading to bursting during carbonation or collapsing during palletization. Professional material lightweighting relies on precise engineering data and structural redistribution.
We achieve this through two primary avenues:
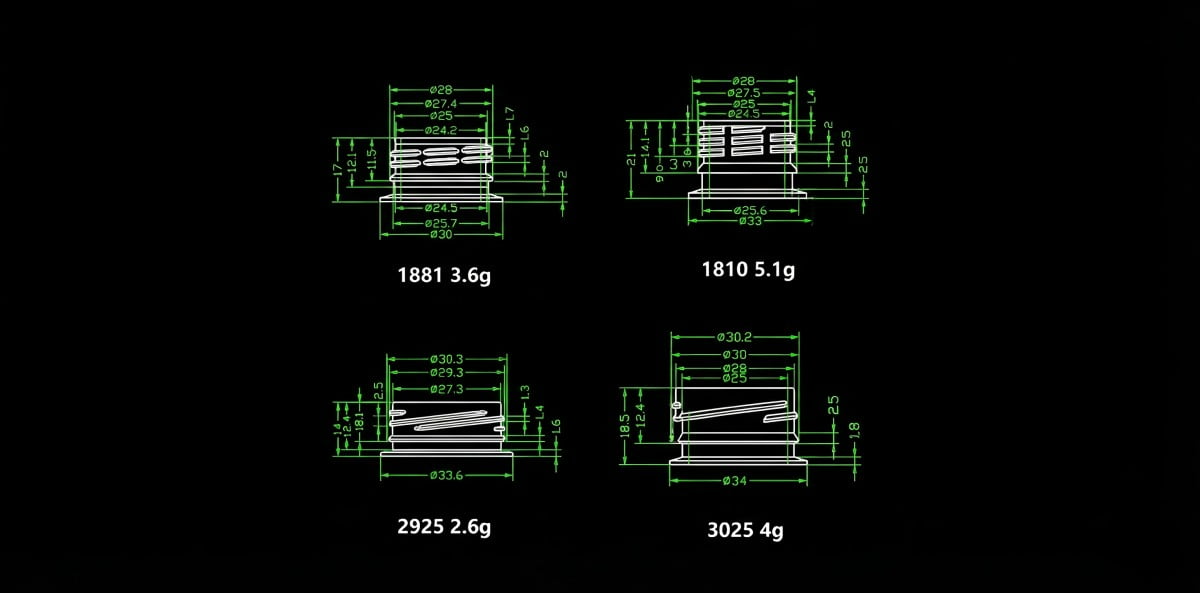
- Neck Finish Transitions: The neck finish is the thickest, unoriented section of the PET bottle. As I discussed with my team, transitioning a production line from an older 3025 standard to a 2925 short neck, or from a PCO 1810 to a PCO 1881, yields immediate resin savings. This modification not only saves material on the preform but also reduces the plastic required for the corresponding closure. You can read more about selecting these standards in The Ultimate Guide to Preform Neck Finishes.
- Base Geometry Optimization: The base of the bottle handles internal pressure and environmental stress. Through Finite Element Analysis (FEA), we redesign the amorphous center and the structural ribs. By pushing the material outward during the stretch-blow process, we ensure adequate thickness at the feet while thinning the central dome. If base geometry is poorly engineered, you encounter issues detailed in our guide on Preventing Bottle Stress Cracking via Base Geometry.
For a production line yielding 50 million bottles annually, a reduction of merely 1.5 grams per bottle translates to 75,000 kilograms of PET resin saved per year. At fluctuating global resin prices, this structural engineering directly inflates the factory's net profit margin. For a step-by-step approach to safe weight reduction, consult our 7-Step Engineering Guide to Reducing Weight Safely.
3. Energy Management: Taming the Power-Hungry High-Pressure Compressors and Heating Ovens
Pet blow molding energy saving requires optimizing the two largest electrical draws: heating ovens and high-pressure compressors. Implementing Air Recovery Systems to recycle exhaust air and precisely adjusting Infrared (IR) heating profiles significantly lowers the total energy consumption per formed container.
Energy consumption in blow molding is dictated by thermodynamics and fluid mechanics. Standard blowing pressures for CSD (Carbonated Soft Drinks) require between 28 to 35 bar of pressure. Generating this compressed air is highly electricity-intensive. According to documentation from major European manufacturers like SIDEL and Krones, exhausting 35 bar air directly into the atmosphere is a severe financial inefficiency.
To counteract this, modern factories install Air Recovery Systems. These systems capture the high-pressure exhaust air after the bottle is formed and redirect it into the plant's low-pressure pneumatic ring (typically 7-10 bar). This recycled air is then utilized to operate pneumatic cylinders, valve gates, or even pre-blowing stages, drastically reducing the load on secondary compressors.
Furthermore, the infrared (IR) heating ovens require strict profiling. PET is a semi-crystalline polymer that absorbs specific wavelengths of infrared energy. If the IR lamps are improperly zoned, the machine wastes electricity heating the ambient air rather than penetrating the preform wall.
- Use Variable Frequency Drives (VFDs) on all compressor units to match air supply exactly with machine demand.
- Calibrate the oven ventilation to prevent cooling the preform surface while the IR lamps are attempting to heat the core.
- Ensure preform design matches the heating capability. A poorly designed preform demands excessive heat penetration time, which we analyze in Is Your Preform Mould Design Stealing Your Cycle Time and Electricity?.
4. Financial Conversion of Mold Cooling Efficiency and Cycle Time
Cycle time reduction directly dilutes fixed costs. Utilizing aircraft-grade aluminum for high thermal conductivity, or S136 stainless steel with conformal cooling for specialized applications, accelerates PET crystallization. Cutting cycle time by 0.1 seconds exponentially increases annual output and financial returns.
In high-speed manufacturing, time equates to capital. The cooling phase of the blow molding process often dictates the maximum speed of the machine. The faster thermal energy is extracted from the stretched PET film into the mold body, the sooner the mold can open.
Material selection is paramount here. Standard structural steel retains heat, prolonging the cycle. In contrast, 7075 aluminum alloys possess superior thermal conductivity. For specialized applications requiring hot-fill capabilities or extreme corrosion resistance, high-polish S136 stainless steel is utilized, paired with precision-machined conformal cooling channels that track the exact contour of the bottle. We explain the engineering physics behind these material choices in Why Are Most PET Blow Molds Made of Aluminum?.
To illustrate the financial impact, consider the following data model comparing a standard mold versus a highly optimized mold on a multi-cavity machine operating 6,000 hours annually:
| Metric | Standard Cooling Design | Optimized Cooling Design | Variance |
|---|---|---|---|
| Cycle Time (seconds) | 2.50 s | 2.40 s | -0.10 s |
| Bottles Per Hour (BPH) | 14,400 | 15,000 | +600 BPH |
| Annual Production (6000 hrs) | 86,400,000 bottles | 90,000,000 bottles | +3,600,000 bottles |
By merely engineering the cooling channels to reduce the cycle by 0.1 seconds, the factory yields an additional 3.6 million bottles per year with the exact same fixed machine depreciation and labor costs. This is the core of blow molding cost optimization.
5. Reducing Scrap Rate: Moving from Passive Sorting to Active Closed-Loop Control
Uncontrolled scrap rates devastate factory profits by wasting resin, electricity, and machine time. Shifting from passive manual inspection to active closed-loop control—integrating online vision systems and automated thickness gauges—keeps defect rates strictly within minimal industry tolerances.
Every defective bottle discarded into the granulator represents a permanent loss of the energy used to heat and blow it. In my experience auditing overseas production lines, relying on human operators for visual inspection at the end of the line is a suboptimal strategy. By the time a worker identifies a defect—such as pearlescence (haze) or a misaligned center gate—thousands of defective units may have already been produced.
We advise implementing closed-loop quality control. This involves inline vision inspection systems that scan every bottle for dimensional tolerances, neck deformation, and base eccentricity. These systems are tied directly to the blow molding machine's PLC. If a wall thickness gauge detects an anomaly (e.g., the base is too thin), the software automatically adjusts the specific IR oven lamps corresponding to that zone on the preform, correcting the material distribution on the fly.
Common yield-reducing defects require immediate engineering protocols to resolve. For instance, if you encounter off-center gates causing base weakness, refer to our 6-Step Protocol to Fix PET Bottle Eccentricity. If haziness appears, the heating profile is likely misaligned with the material's glass transition temperature, detailed in our Troubleshooting Guide for Pearlescence and White Haze.
6. The ROI Trade-Off Between Automation and Labor: Finding the Optimal Balance
Achieving ROI in blow molding automation requires calculating the precise Break-even Point based on local labor rates. While fully automated combi-blocks reduce headcount, regions with lower wages may find semi-automatic lines mathematically yield higher long-term capital utilization and flexibility.
The narrative that a factory must adopt full automation to remain competitive is an incomplete engineering theory. The decision to replace operators with auto-loaders or sophisticated Combi-blocks (blow-fill-cap integrated systems) must be rooted in strict Return on Investment (ROI) formulas.
I base this on actual field data, such as my client in Thailand. In 2020, their local wage index supported the use of 10 semi-automatic blow molding machines. The Capital Expenditure (CAPEX) was low, and ROI was achieved rapidly. However, by 2025, regional labor costs escalated, and operator turnover caused inconsistent production rhythms. The financial models crossed the break-even point, dictating a strategic upgrade to a fully automated line. The automation stabilized the cycle times and absorbed the rising labor inflation.
When evaluating your facility, calculate the Payback Period using the formula:
$$Payback\ Period = \frac{Total\ Automation\ Investment}{Annual\ Labor\ Savings\ +\ Annual\ Scrap\ Reduction\ Value}$$
If your factory is situated in a region where labor is inexpensive and capital interest rates are high, tying up cash in heavy, automated machinery can create severe asset depreciation pressure. Conversely, in high-wage regions, full automation is an absolute necessity for survival.
7. Predictive Maintenance: Avoiding the Hidden Costs of Catastrophic Downtime
Catastrophic downtime imposes severe financial penalties through unfulfilled orders and emergency part sourcing. Transitioning to standard predictive maintenance—systematically descaling water channels, replacing filtration, and lubricating linkages—ensures high overall equipment effectiveness (OEE) and prolonged mold life.
Running blow molding equipment until it fails is a recognized operational inefficiency. In industrial manufacturing, unplanned machine stoppages compound costs exponentially. You are not only paying for the broken component but also for idle labor, wasted heating energy during the restart phase, and potential contractual penalties from your clients for late deliveries.
In our tooling design, we emphasize maintenance accessibility. Cooling channels in aluminum and stainless steel molds will accumulate scale (calcium deposits) over time if the plant's chiller water is untreated. A buildup of just 0.5mm of scale acts as a thermal insulator, severely degrading cooling efficiency and forcing the operator to slow down the machine to prevent bottle warpage.
Implementing a Predictive Maintenance Standard Operating Procedure (SOP) controls these variables:
- Pneumatic Filtration: Replace 40-bar air filters at exact run-hour intervals to prevent oil and moisture from entering the blowing valves and mold cavities.
- Cooling Circuit Maintenance: Flush mold water lines with industrial descaling agents bi-annually to maintain original thermodynamic parameters.
- Mechanical Linkages: Monitor toggle wear and lubricate bearings to maintain strict dimensional tolerance during clamping.
| Maintenance Type | Action Trigger | Direct Costs | Hidden Costs / Impact |
|---|---|---|---|
| Reactive (Run-to-fail) | Machine stops unexpectedly | High (Emergency shipping, premium parts) | Severe (Lost production, idle labor, contract penalties) |
| Predictive (Scheduled) | Run-hour metrics, SOPs | Low (Standard parts, bulk ordering) | Zero (Planned during shift changes or weekends) |
For a detailed protocol on extending tooling lifespan, refer to our Preventive Maintenance Complete Guide for Aluminum and Stainless Steel Tooling.
8. Supply Chain Strategy: Evaluating the Break-Even Point for In-House Preform Injection vs. Outsourcing
Controlling the supply chain impacts total cost of ownership. Factories must evaluate the volume inflection point: low-volume operations benefit from outsourcing preforms to avoid CAPEX, while high-volume plants maximize margins by integrating in-house injection molding to eliminate supplier markups and freight costs.
The final lever in reducing PET bottle production costs lies outside the blow molding machine—it is the procurement of the preform itself. Purchasing preforms from external suppliers includes the supplier's profit margin, packaging costs (octabins, liners), and significant freight volumes.
However, bringing preform injection in-house requires heavy CAPEX: injection molding machines, highly complex multi-cavity hot runner molds, dehumidifying resin dryers, and specialized technicians.
The engineering recommendation is volume-dependent. For localized water plants running below 20-30 million bottles annually, outsourcing preforms maintains a lean balance sheet and avoids tying up working capital. Once production surpasses the economic scale tipping point, integrating in-house injection becomes financially logical. The freight cost of shipping dense PET resin pellets is vastly lower than shipping hollow preforms. This vertical integration allows the factory to capture the entire profit margin of the packaging lifecycle. If inspecting heavy injection tooling before purchase, utilize our PET Preform Mold FAT Checklist.
FAQ
Q1: What is the largest single cost factor in manufacturing a PET bottle?
A: The raw material (PET resin or preforms) is typically the largest cost driver, often accounting for 60% to 70% of the total unit cost. This is why material lightweighting is the most effective strategy for cost reduction.
Q2: Can I reduce energy costs without buying a new blow molding machine?
A: Yes. While modern machines are more energy-efficient, you can optimize existing equipment by accurately adjusting the IR heating profile to avoid overheating, fixing air leaks in the pneumatic system, and upgrading your high-pressure air compressors with variable frequency drives (VFDs) or air recovery valves.
Q3: How does mold quality affect the daily production cost?
A: High-quality molds with optimized cooling channels (whether utilizing aircraft-grade aluminum or high-polish S136 stainless steel for specialized applications) extract heat from the PET material faster. This reduces the overall cycle time, allowing you to produce more bottles per hour and lowering the machine operation cost per bottle.
Q4: Should I always invest in a fully automated blow molding line?
A: Not necessarily. The decision should be based on your Return on Investment (ROI) and local labor costs. In regions with very low wages, using semi-automatic machines with skilled labor might yield a better financial return than tying up capital in expensive, fully automated systems.
Q5: How does reducing the bottle neck size save money?
A: The neck finish is the thickest and heaviest part of a PET bottle. Transitioning from a standard 30mm neck to a lighter 29/25mm short neck can save over a gram of PET resin per bottle, while also reducing the weight and cost of the plastic caps required for sealing.
If you are evaluating your current production line and need an engineering audit to reduce cycle times or optimize bottle weight, contact our technical team at Petmolder for a data-driven consultation.
Further Reading on PET Production Optimization:
- Comprehensive Analysis: How Much Does a PET Blow Mold Cost?
- PET Bottle Lightweighting: A 7-Step Engineering Guide to Reducing Weight Safely
- The Ultimate Guide to Preform Neck Finishes
- Is Your Preform Mould Design Stealing Your Cycle Time and Electricity?
- PET Blow Mold Preventive Maintenance: A Complete Guide for Tooling
-300x300.jpg)

