Because the plastic packaging sector demands strict technical specifications, industry newcomers frequently encounter complex manufacturing terminology. Recently, a client from Ghana contacted me to set up a new production facility. He assumed that a single machine processed raw resin directly into a finished water bottle.
I explained that while 1-step Injection Stretch Blow Molding (ISBM) machines exist, they are primarily engineered for specific cosmetic or chemical packaging. For high-volume water or beverage production, the industry standard is the 2-step process, which relies on two entirely distinct manufacturing methodologies: injection molding for the preform, followed by stretch blow molding for the final container.
He was initially hesitant, stating that managing two separate processes and investing in both injection and blowing equipment seemed inefficient. I advised him not to purchase injection molding equipment for a startup operation. Instead, purchasing pre-manufactured preforms and focusing capital strictly on the blow molding phase reduces initial mechanical risk. To clarify these operational mechanics for other overseas buyers, my engineering team and I have compiled this technical breakdown of injection molding versus blow molding, detailing their physical differences and structural applications.
1. The Synergy of Two Processes: How Bottles Are Actually Made
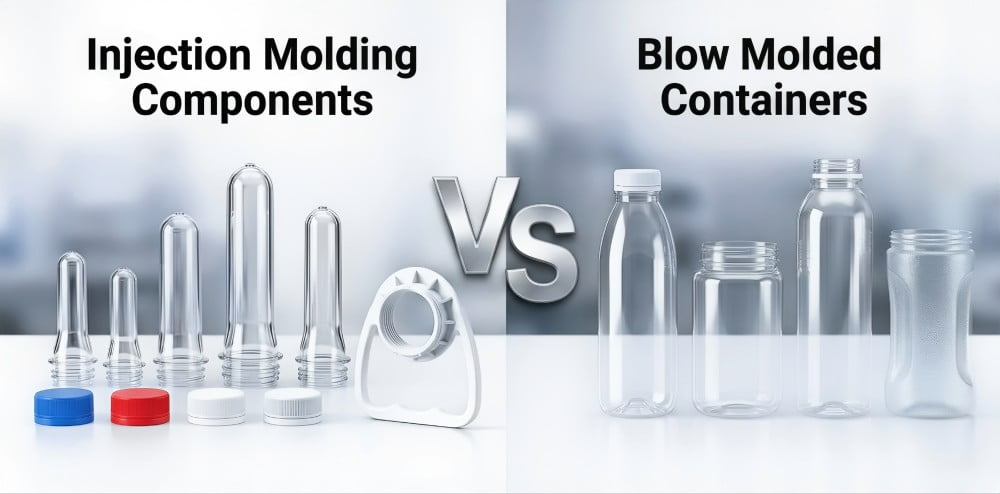
Injection molding and blow molding are not mutually exclusive in packaging; they operate in mechanical synergy. Injection molding forms the foundational preform with precise threads, while blow molding stretches this preform into a hollow container. Understanding this sequence is critical for configuring an efficient manufacturing supply chain.
Do not view these two processes as competing alternatives for the same component. In the standard beverage packaging industry, they are sequential dependent steps.
To create a standard PET water bottle, the factory must first utilize an injection molding machine. This machine melts the polymer resin and injects it under high pressure into a steel cavity to produce a "preform." The preform resembles a test tube; it has a solid, thick-walled body but features a fully formed, highly precise threaded neck.
The subsequent step requires transferring this preform to a blow molding machine. The preform is thermally conditioned in an infrared oven until it reaches its glass transition phase. Once softened, it enters a blow mold cavity where mechanical rods and high-pressure air stretch the material to form the final hollow shape. For a detailed breakdown of this factory workflow, engineers should review what PET two-stage molding entails.
2. Injection Molding: The Precision Behind Caps, Handles, and Preforms
Injection molding utilizes high-pressure molten polymer injection into rigid steel cavities to manufacture solid, high-precision components like caps, handles, and bottle preforms. This process maintains strict dimensional tolerances, ensuring hermetic seals on neck threads and structural integrity for load-bearing attachments.
When the engineering requirement demands micrometric precision and solid structural density, injection molding is the required methodology.
Consider the bottle cap. A standard PCO 1881 closure requires internal threads that exactly match the external threads of the bottle neck. If the dimensional tolerance deviates by more than ±0.05 mm, the cap will not seal, resulting in carbonation loss or fluid leakage. Injection molding achieves this precision by clamping rigid steel mold halves together with hundreds of tons of force and packing the molten plastic into every microscopic detail of the cavity.
Similarly, external attachments like rigid carrying handles for 5-liter bottles must withstand significant shear stress during transport. These solid components cannot be formed by expanding air; they must be densely packed via injection molding. It is an engineering error to assume these parts can be manufactured simultaneously with the hollow container body in a standard 2-step process. To understand the intricacies of thread design, refer to our guide on preform neck finishes.
3. Blow Molding: Creating the Hollow Body of Containers
Blow molding utilizes high-pressure compressed air to expand a heated polymer matrix against a cooled mold cavity, forming the hollow body of a container. This process dictates the volumetric capacity, mechanical burst pressure, and overall structural profile of water bottles and industrial containers.
While injection molding creates the solid foundation, blow molding focuses on volumetric expansion.
It is essential to recognize that stretch blow molding is essentially a controlled deformation process. Inside the 2-step machine, the heated preform is subjected to internal air pressures frequently reaching 35 to 40 bar. This pressure forces the softened PET outward. Upon contacting the cold aluminum or stainless steel walls of the mold cavity, the polymer instantly solidifies, locking in the new hollow geometry.
This process is highly sensitive to the thermal profile of the preform and the specific geometry of the mold base. If the stretching mechanics are not precisely calibrated, the material distribution becomes uneven, compromising the top-load strength of the container. If you encounter issues with the base of your container post-blowing, our 6-step guide to fixing center gate bulging provides targeted mechanical solutions.
4. The Exception: When Small Bottles Use Injection Molding
While hollow containers typically require blow molding, specific micro-vials and premium cosmetic packaging are manufactured entirely via injection molding. This exception occurs when the application demands extreme wall thickness uniformity, superior optical clarity, and the complete elimination of lateral parting lines.
In industrial engineering, there are specific exceptions to the hollow-equals-blow-molding rule. Some overseas buyers request ultra-premium, thick-walled cosmetic jars (often 10ml to 50ml capacity) and expect them to be blow molded.
Do not use standard stretch blow molding for these specific cosmetic applications if zero surface variance is required. When a preform is blow molded, the two halves of the blow mold close around it, inevitably leaving a microscopic parting line down the side of the finished bottle. Furthermore, stretching a highly thick wall in a small cavity can lead to uneven material distribution.
For high-end cosmetic containers where a heavy "glass-like" feel and a flawless, seamless exterior are mandatory, manufacturers utilize pure injection molding or 1-step injection blow molding. Because the molten plastic is injected directly into the final cavity shape without secondary stretching, the wall thickness is absolutely uniform, and the exterior surface can achieve a mirror finish without a visible lateral seam. Be aware of the dimensional constraints in this sector; mismatching thread standards is a frequent hazard, detailed in our analysis of the cosmetic packaging trap.
5. Technical Breakdown: Precision vs. Structural Integrity
Evaluating these processes requires analyzing their primary engineering outputs. Injection molding prioritizes micrometric dimensional precision for closure sealing, whereas blow molding focuses on material stretch ratios, wall thickness distribution, and optimizing the top-load mechanical strength of the final container.
To select the correct machinery, facility managers must understand the differing physical stresses involved in each process.
Injection molding relies on immense mechanical clamping tonnage and high-pressure material packing. The primary technical concern is preventing flash (material escaping the cavity) and ensuring uniform cooling to prevent part shrinkage. The precision output is fixed by the steel tooling.
Blow molding, conversely, relies on pneumatic pressure and polymer elasticity. The technical focus is on managing the biaxial stretch ratio. If a bottle is stretched too far, the material thins out, leading to stress cracking or failure under top-load compression. In blow molding, dimensional variance is primarily monitored across the parting line, which can be caused by inadequate pneumatic compensation or hinge wear.
| Engineering Parameter | Injection Molding (Preforms/Caps) | Stretch Blow Molding (Bottles) |
|---|---|---|
| Primary Force | Hydraulic/Servo Injection Pressure | High-Pressure Compressed Air (up to 40 bar) |
| Material State | Fully Molten Liquid | Softened Solid (Glass Transition Phase) |
| Dimensional Tolerance | Extremely High (±0.01mm to ±0.05mm) | Moderate (Dependent on stretch distribution) |
| Key Defect Risks | Short shots, shrinkage, flash | Uneven wall thickness, pearlscence, off-center gates |
| Cooling Mechanism | Complex internal water channels in steel | Chilled water circulating through aluminum blocks |
If your production line experiences structural failures post-blowing, evaluating your preform weight reduction strategy is necessary. Refer to our 7-step engineering guide to reducing weight safely.
6. Tooling Investment: Preform Molds vs. Blow Molds
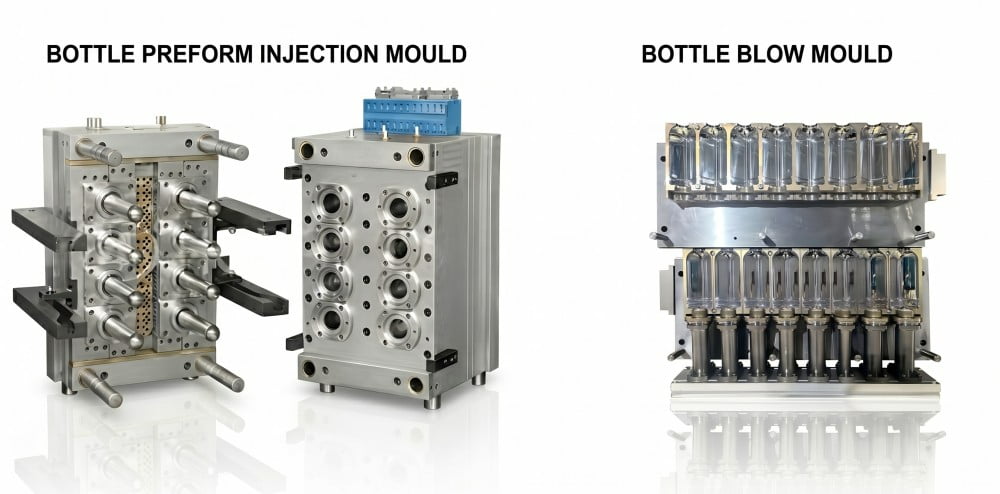
Capital expenditure varies significantly between processes. High-cavitation injection molds for preforms and caps demand premium steel alloys and complex hot runners, representing a substantial investment. Conversely, blow molds are machined from aluminum or standard stainless steel, resulting in lower manufacturing costs.
From a capital expenditure (CAPEX) perspective, tooling costs differ drastically.
Do not assume a 4-cavity blow mold costs the same as a 4-cavity preform injection mold. An injection mold must withstand massive hydraulic clamping forces and features highly complex internal architectures, including hot runner manifolds, valve gates, and intricate cooling circuits. To maintain durability over millions of cycles, they are machined from hardened tool steels like S136. A multi-cavity preform mold represents a heavy capital investment.
Blow molds operate under much lower mechanical stress. Because they only need to contain pneumatic air pressure and shape softened plastic, they are predominantly CNC machined from aerospace-grade aluminum (like AL7075) or unhardened stainless steel. They lack hot runners and utilize simpler peripheral cooling channels. Consequently, changing bottle designs by purchasing new blow molds is highly economical. We outline the specific material choices for this tooling in our breakdown of why PET blow molds are made of aluminum.
| Tooling Feature | Injection Mold (Preform) | Blow Mold (Bottle) |
|---|---|---|
| Primary Material | Hardened Tool Steel (e.g., S136) | Aluminum 7075 or Stainless Steel |
| Internal Complexity | High (Hot runners, valve pins, neck rings) | Low (Machined cavity, simple venting) |
| Manufacturing Lead Time | 45 to 60+ Days | 15 to 25 Days |
| Cost Profile | Very High | Moderate |
| Typical Lifespan | 5 Million to 10 Million+ Cycles | 5 Million to 10 Million+ Cycles (Aluminum) |
Before accepting delivery of high-cavitation injection tooling, strict verification protocols are required. See our checklist for inspecting a 48-cavity mold before delivery.
7. Material Synergy in Packaging (PET, HDPE, PP)
Polymer selection directly dictates the manufacturing methodology. Polyethylene Terephthalate (PET) necessitates a two-stage injection-stretch process for molecular orientation, whereas High-Density Polyethylene (HDPE) commonly utilizes continuous extrusion blow molding. Polypropylene (PP) requires specific thermal controls across both methods.
The chemical properties of the raw material determine which machinery a factory must deploy.
PET is highly crystalline. To achieve optical clarity and structural rigidity, it must be rapidly cooled into an amorphous preform (injection) and then mechanically stretched at a specific temperature to align its molecules (blow molding).
Conversely, materials like High-Density Polyethylene (HDPE)—commonly used for opaque milk jugs, motor oil containers, and shampoo bottles—do not require a preform stage. Instead, they typically undergo Extrusion Blow Molding (EBM). In EBM, an extruder pushes a continuous hollow tube of molten HDPE (a parison) downward. Two mold halves clamp around the parison, pinching the top and bottom, and a blow pin injects air to expand it.
Therefore, a factory equipped with 2-step PET stretch blow molding machines cannot easily pivot to producing HDPE motor oil containers without procuring entirely different extrusion equipment. When designing new container shapes in PET, such as switching from round to square, material distribution changes drastically. We analyze this specific issue in our documentation regarding why sharp corners are a nightmare in blow molding.
| Material | Primary Processing Method | Application Examples | Physical Characteristics |
|---|---|---|---|
| PET | Injection Molding + Stretch Blow Molding | Water, Carbonated Drinks, Edible Oil | High clarity, high strength, excellent barrier |
| HDPE | Extrusion Blow Molding | Motor Oil, Shampoo, Milk Jugs | Opaque, high chemical resistance, flexible |
| PP | Injection Molding / Extrusion Blow | Hot-fill containers, medical vials | High heat resistance, semi-translucent |
8. The Decision Framework: Which Process Should You Choose?
Selecting the appropriate manufacturing process depends on analyzing geometry, precision requirements, and capital constraints. Solid, high-tolerance components demand injection molding systems. Hollow, high-volume containers require stretch or extrusion blow molding machinery, often supported by outsourced injection-molded components for startup operations.
To assist clients in defining their equipment requests, I utilize a strict three-dimensional decision framework. Evaluate your project against these mechanical parameters:
- Geometry: Solid vs. Hollow
If the component is solid, load-bearing, or requires extreme dimensional stability (such as a threaded cap, a preform, or a separate carrying handle), the required process is injection molding. If the component is a hollow vessel designed to contain fluid, the required process is blow molding. - Tolerance: Threads and Sealing
The neck finish of a bottle dictates its hermetic seal. Blow molding cannot reliably produce the ±0.01mm tolerances required for standard carbonated beverage closures. This mechanical reality is why the 2-step process dominates: the injection molding secures the thread precision on the preform, and the blow molding creates the volume. - Investment: Output Scale
As I advised my client from Ghana, do not invest in complex injection molding systems for preforms if your target output is under 5,000 bottles per hour. The capital expenditure for the injection machine, dehumidifiers, and hot runner molds will cripple your initial cash flow. Purchase standard preforms from a reliable supplier and allocate your capital to a high-quality 2-step blow molding machine and precise blow molds. As your volume scales, you can retroactively integrate injection molding into your facility.
FAQ
Q1: Why can't bottle caps be manufactured using the blow molding process?
A: Bottle caps require extreme dimensional precision to ensure a hermetic seal against the bottle neck. They are solid components with complex internal threads. Blow molding relies on expanding air against a surface, which cannot pack material densely enough to form these precise, solid internal structures. Injection molding is mandatory for this level of tolerance.
Q2: Are all plastic bottles manufactured by first injection molding and then blow molding?
A: No. While PET bottles predominantly use this two-stage process (injection preform + stretch blow molding), containers made from HDPE (like motor oil jugs or opaque milk bottles) typically use Extrusion Blow Molding. In this one-step process, a continuous tube of molten plastic is extruded and directly blown into shape, bypassing the solid preform stage entirely.
Q3: Why do some premium cosmetic vials feel thick and lack a vertical parting line?
A: These specific, high-end, small-volume containers are often manufactured using pure injection molding rather than blow molding. Because the molten plastic is injected directly into a solid cavity without secondary air expansion, the factory can achieve highly uniform, thick walls and a seamless exterior surface, avoiding the parting line inherent in blow molds.
Q4: Which requires a higher capital investment: injection molds or blow molds?
A: Injection molds require a significantly higher capital investment. They must be engineered from hardened tool steel to withstand massive hydraulic clamping forces and feature complex internal hot runner systems to manage molten polymer. Blow molds only withstand pneumatic air pressure and are typically CNC-machined from less expensive aluminum or stainless steel blocks.
Q5: Is the carrying handle on a large bottle blown together with the container body?
A: It depends on the material and process. For large HDPE containers (like heavy detergent jugs), the handle is often integrated and formed during the Extrusion Blow Molding process. However, for PET bottles (like 5-liter water bottles), the handle is a separate, solid component manufactured via injection molding. It is later attached to the preform neck either manually or via automated assembly machines.
If you are establishing a new production line and require clarification on machinery selection, or if you need precision tooling for either injection or blow molding applications, contact our engineering team at petmolder.com. We provide objective, data-driven consultation based on 20 years of factory operations in Guangdong.
Related Articles:
- What is PET Two-Stage Molding? The Ultimate Beginner's Guide to the Factory Process
- The Ultimate Guide to Preform Neck Finishes: How to Choose the Right Standard
- Comprehensive Analysis: How Much Does a PET Blow Mold Cost?
- Launching a Square PET Bottle: Why Sharp Corners Are the Biggest Nightmare
- Looking for a Preform Mould Maker in China? 5 Ways to Spot a Trader vs. a Real Factory


