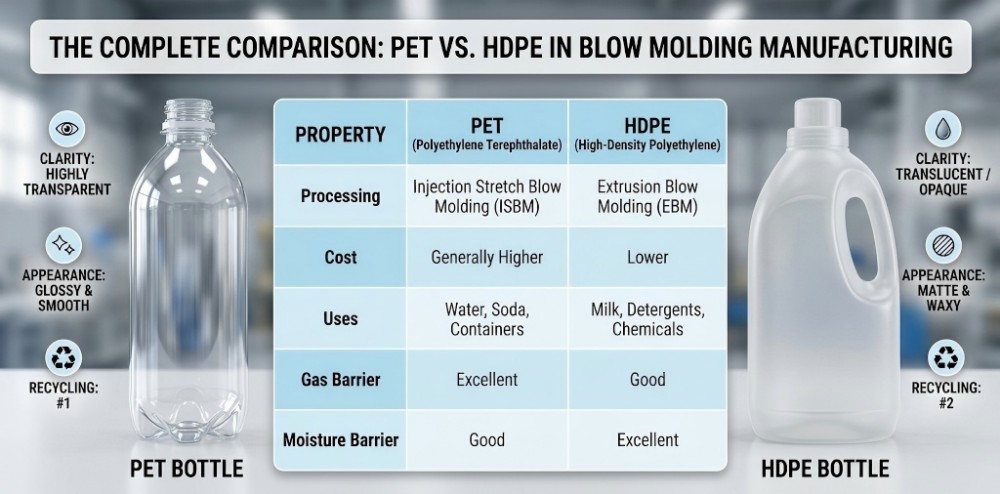
When evaluating PET vs. HDPE in blow molding, the primary consideration is material mechanics. PET utilizes Stretch Blow Molding (SBM) for clarity and gas barriers, requiring preforms and high-pressure air. HDPE relies on Extrusion Blow Molding (EBM) for chemical resistance and integrated handles, directly extruding molten parisons. Your choice dictates machinery, tooling, and operational capacity.
1. What is PET and HDPE Blow Molding
PET blow molding utilizes a two-stage process (SBM) requiring pre-injected preforms, resulting in bi-axially oriented containers with high clarity. HDPE blow molding employs a continuous single-stage process (EBM), extruding a molten polymer tube directly into the cavity to form opaque, chemically resistant containers for industrial applications.
In our 8,000-square-meter facility in Zhongshan City, my engineering team and I constantly analyze the operational variables between different polymer resins. When planning a new production line, overseas buyers occasionally assume all plastic bottles are processed through identical machinery. However, the physical chemistry of the resin dictates the mechanical architecture of the equipment. Zhongshan Jindong Machinery Co., Ltd. was established in 2010, building upon the industrial foundation of our predecessor factory founded in 2004. Over these years, we have observed that understanding the fundamental differences between these two materials is the baseline for any successful packaging project.
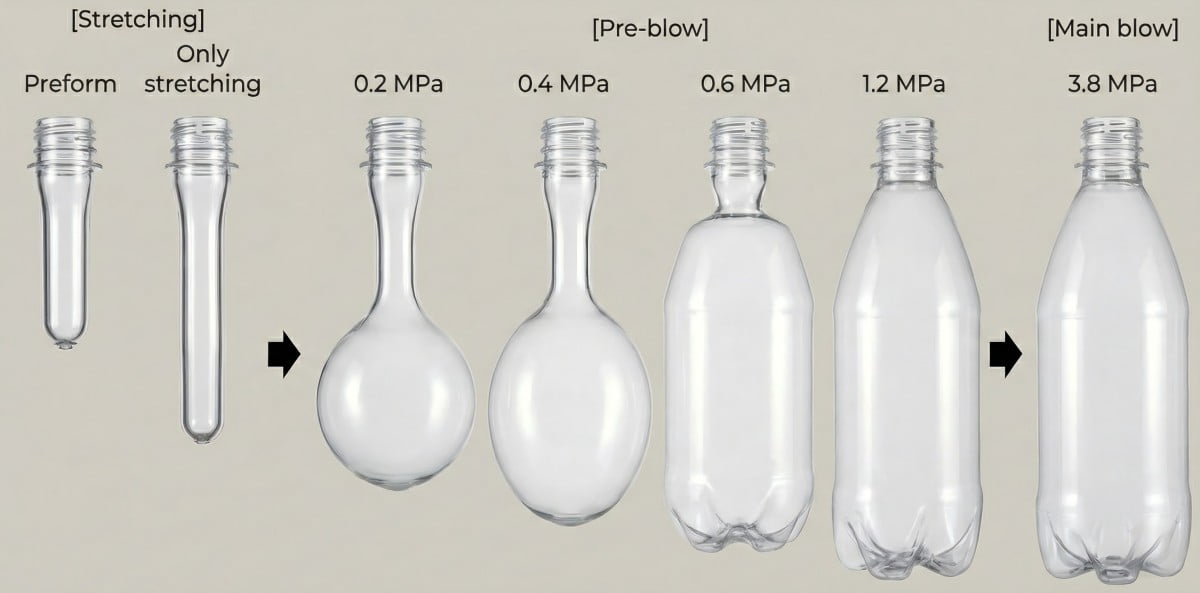
Polyethylene Terephthalate (PET) is an amorphous thermoplastic in its preform state. To process PET into a container, the industry standard is two-stage Stretch Blow Molding (SBM). The sequence separates the melting phase from the blowing phase. An injection molding machine first creates a preform. This preform is later reheated in an infrared oven and stretched bi-axially inside a blow mold. This orientation aligns the polymer chains, significantly increasing tensile strength and providing an effective barrier against oxygen and carbon dioxide. For a comprehensive overview of this sequence, refer to our guide on what is PET two-stage molding.
High-Density Polyethylene (HDPE), conversely, is a highly crystalline polymer characterized by robust intermolecular forces. Visually, it is naturally opaque or matte. HDPE is primarily processed via Extrusion Blow Molding (EBM). In this mechanism, raw resin pellets are plasticized in an extruder and continuously pushed through a die head to form a hollow tube of molten plastic, known as a parison. The mold closes around this suspended parison, pinching the ends to seal it, before injecting low-pressure air to inflate the material against the cavity walls.
2. How to Choose Between PET and HDPE for Your Production Line
Selecting between PET and HDPE requires analyzing liquid chemical compatibility, required gas barriers, and mechanical container geometry. High-volume beverage lines demand PET SBM for rapid cycle times and carbonation retention, while aggressive chemical or agricultural packaging necessitates HDPE EBM for structural chemical resistance and integrated handle designs.
I frequently review technical blueprints from clients attempting to package aggressive industrial fluids in PET or highly carbonated beverages in HDPE. Both scenarios lead to suboptimal production outcomes. Material selection must align with physical laws and fluid dynamics.
If the facility intends to package carbonated soft drinks (CSD), mineral water, or hot-filled juices, PET is the designated material. The bi-axial stretching of the PET polymer chains creates a dense molecular structure that acts as a highly effective gas barrier. This retains internal carbonation and minimizes external oxygen oxidation. HDPE lacks the molecular density to retain internal pressure; CO2 escapes rapidly through its walls.
Conversely, if the production line is designed for agricultural pesticides, heavy-duty automotive oils, or highly concentrated alkaline laundry detergents, HDPE provides superior chemical inertness. It resists degradation from strong surfactants. While specialized PET resins exist, standard PET can experience stress cracking when exposed to highly alkaline solutions over prolonged periods.
Container geometry also dictates the manufacturing method. HDPE extrusion blow molding excels at manufacturing asymmetrical containers and deep-grip integrated handles. Because the parison is pinched around a handle insert within the mold, creating large 5-liter or 10-liter jugs with robust, hollow handles is a standard procedure. Achieving a hollow, integrated handle in standard PET SBM is mechanically complex. When dealing with specialized geometries, operators must evaluate the tooling constraints, as detailed in our analysis of custom PET bottle molds and unique shapes.
| Selection Parameter | PET (Stretch Blow Molding) | HDPE (Extrusion Blow Molding) |
|---|---|---|
| Optical Clarity | High (Glass-like transmission) | Low (Translucent to Opaque) |
| Gas Barrier (O2/CO2) | High | Low |
| Chemical Resistance | Moderate (Vulnerable to strong alkalis) | High (Resistant to harsh chemicals/solvents) |
| Handle Integration | Complex (Requires secondary operations) | Standard (Integrated directly into the mold) |
| Typical Target Market | Water, CSD, Edible Oil, Premium Cosmetics | Milk, Motor Oil, Detergents, Agrochemicals |
3. Cost of PET vs. HDPE Blow Molding Lines
PET production involves higher initial CapEx for injection and blow molding machines but delivers lower OpEx through rapid cycle times and significant lightweighting potential. HDPE requires lower initial machinery investment but incurs higher long-term material and energy costs due to slower cooling cycles and continuous extrusion.
Financial modeling for manufacturing facilities requires separating Capital Expenditures (CapEx) from Operational Expenditures (OpEx). We continuously track tooling efficiency and machine output data to provide clients with objective ROI evaluations.
A standard PET production ecosystem requires a dual-machine setup: an injection molding machine equipped with dehumidifying dryers to produce preforms, followed by a separate linear or rotary blow molding machine. This elevates the initial capital investment. Furthermore, PET blow molds require precise, multi-alloy engineering to withstand up to 40 bar of blowing pressure while maintaining a ±0.02 mm dimensional tolerance. For an in-depth breakdown of these tooling expenses, review our comprehensive analysis on blow mold costs.
HDPE EBM machinery integrates the extruder and the clamping unit into a single frame. This generally results in a lower initial equipment cost compared to a complete PET SBM line.
However, the Operational Expenditures (OpEx) heavily favor PET when scaled to large volumes. Modern rotary blow molding machines, such as those developed by industry leaders like Sidel or Krones, achieve exceptionally short cycle times due to the rapid cooling of thin-walled, bi-axially oriented PET. Furthermore, the structural rigidity gained during stretching allows for extreme lightweighting. Reducing a water bottle's weight by merely 1.5 grams yields substantial raw material savings over an annual production run of 50 million units.
HDPE EBM processes are inherently slower. The cooling time required for the thicker, extruded parison within the mold cavity limits the overall output rate. Additionally, HDPE extrusion generates continuous scrap material at the pinch-off areas. While this material is recovered and reground, the recycling loop consumes additional electrical energy.
| Cost Component | PET SBM System | HDPE EBM System |
|---|---|---|
| Machinery CapEx | High (Requires Injection + Blow machines) | Moderate (Integrated Extruder/Blow machine) |
| Tooling CapEx | High (Requires high-conductivity alloys) | Moderate (Requires durable pinch-off edges) |
| Material Yield | High (Scrap-free blowing process) | Moderate (Requires continuous deflashing/regrind) |
| Cycle Speed | Exceptionally Fast (High BPH potential) | Moderate (Limited by extrusion cooling) |
4. Common Problems of PET vs. HDPE Blow Molding
PET defects frequently manifest as base rollout, pearlescence, or uneven material distribution caused by improper thermal profiles. HDPE defects typically involve wall thickness variance, weak pinch-off weld lines, and die lines caused by extruder temperature fluctuations or worn mold edges.
Troubleshooting production lines requires empirical measurements rather than subjective adjustments. In our metrology lab, we analyze defective bottles to determine whether the failure originates from the machinery parameters or the tooling architecture.
For PET Stretch Blow Molding, thermal management is the primary variable. If the preform temperature is below the optimal glass transition threshold during stretching, the internal polymer structure undergoes micro-tearing, resulting in a white, hazy appearance known as pearlescence. Conversely, if the preform base is excessively heated, or if the high-pressure blowing air is delayed, material accumulates heavily at the base center. Upon cooling, the base deforms outward, creating a rocker bottom. Addressing this requires recalculating the pre-blow delay, a process documented in our base rollout analysis guide.
For HDPE Extrusion Blow Molding, defect resolution focuses heavily on parison control and pinch-off mechanics. It is important to note that the term "mold flash" is specific to injection molding parting lines; in EBM, we refer to the intentional pinch-off areas that require trimming.
A critical HDPE failure point is a weak weld line at the base. The mold must effectively sever the parison while pressing the molten edges together to form a solid seal. If the mold's pinch-off edges become blunt due to mechanical wear, the weld line will lack integrity, causing the container to split during drop tests. Additionally, if the extruder melt temperature fluctuates, the viscosity of the molten parison decreases, causing it to sag before the mold closes. This results in unpredictable wall thickness distribution.
5. PET SBM vs. HDPE EBM Tooling Architecture
PET tooling utilizes high-thermal-conductivity aviation aluminum with S136 and 7075 steel inserts to manage pneumatic impact and rapid cooling without parting line mismatch. HDPE tooling demands robust structural alloys with hardened pinch-off zones to continuously sever and seal the extruded polymer parison.
The physical demands placed on the blow molds dictate fundamentally different CNC machining approaches.
A PET blow mold operates as a closed thermal transfer system. It does not perform any cutting operations, as the preform neck finish is already established. The primary engineering challenge is heat evacuation. To maximize the operational speed of the blow molding machine, the mold must extract heat from the oriented PET rapidly. This is why the main cavity blocks are typically machined from aviation-grade aluminum. You can read more about thermal conductivity metrics in our analysis of why PET blow molds are made of aluminum.
However, pure aluminum lacks the fatigue resistance to withstand the cyclic application of 40-bar blowing pressure. To maintain the ±0.02 mm tolerance critical for producing symmetrical containers, we standardize the use of S136 stainless steel and 7075 aluminum for the base inserts and neck rings. These high-quality mold steel components absorb the mechanical impact, preventing premature deformation of the mold base.
An HDPE extrusion blow mold performs a dual function: it shapes the container and mechanically severs the polymer. The pinch-off sections at the top and bottom of the mold are subjected to severe mechanical stress. These edges must be machined to precise angles to cut the plastic cleanly while leaving enough material to forge a strong weld line. EBM molds are frequently constructed from durable steel alloys or beryllium copper to extend the lifespan of these critical cutting surfaces and facilitate localized cooling at the thicker weld zones.
| Tooling Specification | PET SBM Molds | HDPE EBM Molds |
|---|---|---|
| Primary Cavity Material | High Thermal Conductivity Aluminum (e.g., 6013) | Standard Aluminum or Steel Alloys |
| Critical Insert Material | S136 Stainless Steel, 7075 Aluminum | Beryllium Copper, Hardened Steel |
| Primary Mechanical Action | Pneumatic containment (up to 40 bar) | Mechanical pinching and sealing |
| Cooling Requirement | Rapid global extraction (Conformal cooling) | Localized extraction at weld zones |
6. Case Study: Transitioning a Production Line
A regional packaging facility successfully transitioned a liquid detergent line from opaque HDPE to clear PET, achieving a 15% reduction in unit weight. By implementing specialized preforms and conformal cooling blow molds, they reduced cycle times and eliminated the continuous regrind loop required by the legacy EBM process.
I recently consulted with a plant manager operating an aging HDPE EBM line for household liquid detergents. The opaque containers were structurally adequate but lacked retail shelf visibility. Furthermore, the EBM machinery was consuming high levels of electricity due to continuous parison extrusion and extensive regrind processing. The objective was to transition the specific product line to PET SBM.
The first engineering challenge involved chemical compatibility. The client modified their liquid formulation slightly and sourced a specific PET resin grade with a higher intrinsic viscosity (IV) to enhance environmental stress crack resistance (ESCR).
The second challenge was the mold architecture. The original HDPE bottle featured a large, asymmetrical handle. Transitioning to PET required redesigning the bottle geometry into a symmetrical cylinder with deep structural ribs to maintain rigidity, replacing the integrated handle with an externally applied injection-molded collar handle.
We manufactured a complete set of multi-cavity PET blow molds for their newly acquired linear SBM machine. To accommodate the thicker preforms required for the detergent weight, we engineered complex conformal cooling channels within the aviation aluminum mold bodies. We integrated S136 stainless steel base inserts to ensure the complex petaloid base maintained strict geometric tolerances. The transition yielded measurable data: the line achieved a 15% reduction in raw material weight per bottle due to PET's superior bi-axial tensile strength, and the elimination of the deflashing and regrind loop simplified the factory floor operations.
7. Frequently Asked Questions (FAQ)
Q1: Can I run HDPE resin in a PET stretch blow molding machine?
A: No. The mechanical architectures are incompatible. PET SBM requires pre-injected preforms that are reheated and stretched. HDPE is processed as a continuous molten extrusion directly from an extruder barrel. A stretch blow molding machine lacks the necessary extrusion die head to process raw HDPE pellets.
Q2: Why does my EBM HDPE bottle fail drop tests at the base?
A: Base failures in EBM containers are primarily caused by weak weld lines. If the mold's pinch-off edges have worn down and lost their precision angles, they cannot press the molten plastic together with sufficient force to create a homogeneous seal. The mold requires maintenance of the pinch-off inserts.
Q3: Does a PET mold require different cooling temperatures than an HDPE mold?
A: Yes. PET SBM relies on rapid heat extraction to quickly solidify the thin, oriented walls; cooling water is typically chilled (e.g., 8°C - 12°C). HDPE EBM involves cooling much thicker walls, particularly at the pinch-off zones. If the EBM mold is excessively cold, the parison surface may freeze too quickly, causing internal stresses.
Q4: Is it possible to create a transparent HDPE bottle to match PET?
A: No. The molecular crystallinity of High-Density Polyethylene inherently scatters light. While clarifying additives can improve light transmission slightly, the chemical structure of HDPE cannot be physically altered to achieve the glass-like transparency inherent to bi-axially oriented PET.
Q5: Why do premium PET blow molds require multi-metal construction?
A: An unreinforced aluminum mold will suffer rapid deformation at critical stress points under the repeated mechanical impact of the stretch rod and high pneumatic pressure. By standardizing high-quality mold steel (S136 and 7075) for the base inserts and neck plates, while retaining aluminum for the main cavity body, the tooling achieves optimal thermal conductivity combined with high-impact fatigue resistance.
Recommended Further Reading on Blow Mold Engineering
If you are evaluating equipment upgrades or analyzing defect rates, I recommend reviewing these technical resources from our engineering library:
- Looking for a preform mould maker in China? 5 ways to spot a trader vs a real factory
- Custom blow molds: 4 reasons your new mold won't fit your blowing machine
- PET blow mold design guide: preventing bottle stress cracking via base geometry
- PET bottle base rollout analysis: a 6-step guide to fixing center gate bulging and rocker bottoms
- PET blow mold preventive maintenance: a complete guide for aluminum and stainless steel tooling


